您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > UV工艺在手机中的应用
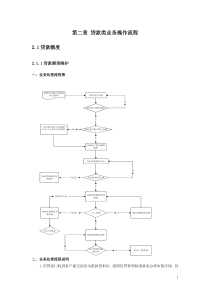
UV工艺在手机中的应用收集整理:xxxxx内容简介1UV工艺的产生以及定义;2UV涂料的组成以及硬化原理;3UV工艺在手机中的应用;4U.V上光工艺常见问题及解决;5UV工艺之未来发展;1UV工艺的产生以及定义•UV就是(Ultra-VioletRay)的英文简称.工业用的UV波长以200nm到450nm为其应用范围.用UV来照射“UV照射可硬化的材料”而使它硬化的制程,我们称之为“UVCuringProcess”。•Curing我们把它翻译成硬化(或固化.在UVCuringProcess中,液态的UV照射可硬化的材料,经过UV的照射,瞬间变成固态的加工过程,我们称它Curing.硬化Curing与传统的干燥Drying加工过程相似但不相同,其差别在于干燥的加工过程有溶剂的挥发,而硬化的加工过程则无溶剂的挥发.1UV工艺的产生以及定义•紫外光辐射固化技术是国际上70年代以来开发出的一种全新的绿色技术,利用该技术生产的紫外光固化涂料,简称UV涂料,具有不含挥发性有机化合物(VOC),对环境污染小,固化速度快,节省能源、固化产物性能好、适合于高速自动化生产等优点。而传统涂料易挥发、固化速度慢,不利于环境保护。因此,UV涂料是传统涂料的主要替代品。•因此基本上,UV硬化制程我们可以把它看成是产品加工的一种工具,这工具包括UV照射可硬化的材料和UV光源及涂抹设备.针对各种不同的需求,使用者要先选定UV照射可硬化的材料,再依材料的特性来设计涂抹设备与适当的UV光源.2UV涂料的构成要素以及硬化条件原理•UV照射可硬化的材料可以是一种涂料,上光漆,油墨或是黏着剂.其中成分主要的有:1.单体.2.预聚合体.3.光起始剂.4.添加剂.5.颜料或染料(油墨)•UV照射可硬化材料中的光起始剂吸收紫外线光谱(波长200-400nm)中的某些特殊波长的光而产生断键情形,这些断键的物质再去撞击单体和预聚合体而产生连锁架桥反应,瞬间将此材料从液态变成固态.•硬化UV材料,主要的硬化条件,其考虑的因素有:1.UV照度=灯管输出强度,反射镜的设计,照射距离,涂膜厚度.2.UV能量=生产效率,温度.UV能量计2UV涂料的构成要素以及硬化条件原理•3.UV光谱分布=灯管种类的选择.以上三个因素的适当搭配所提供的UV光,照射UV材料,使UV材料硬化,而达到业者产品规范的要求.我们称此UV光为合适的硬化条件.•UV油墨组成:•颜料10-30%,预聚合体(寡体)10-50%,单体20-50,光起始剂(光敏剂)2-10%,添加剂1-5%。分类:四色基本UV油墨、专色UV油墨、UV上光油3UV工艺在手机中的应用;•UV工艺在手机中应用得最多的是-UV上光油,而且主要目的是保护上一道工序中漆层或镀层;增强外观效果;以及部件真空镀后产品表面的固化等作用。•1)UV膜厚尺寸示意图:3UV工艺在手机中的应用;•3UV工艺在手机中的应用•2)真空电镀后过UV流程:前处理→底漆涂裝→布置→UV照射→真空电鍍→(自動涂裝線)面漆涂裝→留平(3~7分钟)→UV照射→制品•3UV工艺在手机中的应用3UV工艺在手机中的应用3UV工艺在手机中的应用•UV涂料的硬化是从外观判断不出来的,真空电镀制品是由多层的皮膜而构成的。所以涂膜未硬化的时候,会招来层间剥离和下降涂膜物性。而且,手机壳的外形是个框,因为框的形状是当然性的立体型,把全体同一条件下硬化是个很困难的事。所以在远赤外线发热器及UV电灯的布置下,考虑机框形状,会有部分性的硬化不足。以电镀层的保护为目的,会有色彩油漆,所以有可能设计变化丰富的油漆。这就更有必要选择专用涂料。膜厚是8~12μ程度。这样的情况,再加上磨损不难理解,为什么有些真空电镀再过UV后的产品还是过不了PRT测试了。3UV工艺在手机中的应用•3)普通底漆+UV漆喷涂流程;工件表面的清洁→普通底漆喷涂烘干→UV光油的开稀过滤→喷涂施工→55C°~65C°流平3~7分钟→UV灯固化→检验,成品3UV工艺在手机中的应用图中左方为普通喷涂,右方为普通喷涂+UV光油产品对比3UV工艺在手机中的应用•高档电子产品用光油(手机专用)3UV工艺在手机中的应用•表面颗粒效果:使用时先喷涂底油,过UV灯固化后,再喷涂面油达到颗粒效果,粒粒保满,大小可控制.3UV工艺在手机中的应用3UV工艺在手机中的应用4U.V上光工艺常见问题及解决•1.麻点现象原因:a.油墨发生了晶化现象b.表面张力值大,对墨层润湿作用不好。解决:a.在UV油中加入5%的乳酸,破坏晶化膜或除去油质或打毛处理。b.降低表面张力值,加入表面活性剂或表面张力值较低的溶剂。4U.V上光工艺常见问题及解决•2.条痕和起皱现象•原因:a.UV油太稠,涂布量过大,主要出现在辊涂中。•解决:a.降低UV油的黏度值,加入适量的酒精溶剂稀释。4U.V上光工艺常见问题及解决•3.气泡现象•原因:a.所用UV油质量不高,UV油本身含有气泡,多发生在用丝网上光中。•解决:a.换用质量高的UV油或将其静置一段时间再用。4U.V上光工艺常见问题及解决•4.桔皮现象•原因:a.UV油粘度高,流平性差。b.涂布辊太粗不光滑且涂布量过大。c.压力大小不均匀。•解决:a.降低粘度,加入流平剂及适当的溶剂。b.选用细的涂布辊和减少涂布量。c.调整压力。4U.V上光工艺常见问题及解决•5.发粘现象•原因:a.紫外光强度不足或机速过快。b.UV光油存贮时间过长。c.不参与反应的稀释剂加入过多。•解决:a.固化速度小于0.5秒机速时,紫外光功率应不小于120w/cm。b.加入一定量的UV光油固化促进剂或更换光油。c.注意合理使用稀释剂。4U.V上光工艺常见问题及解决•6.附着力差,涂不上或发花现象•原因:a.印刷品油墨表面产生晶化油、喷粉等,水墨中合调墨油及燥油过多。c.UV光油粘度太小或涂层太薄。d.涂胶网纹辊太细e.光固化条件不合适f.UV光油本身附着力差及印刷品材料的附着性差。•解决:a.消除晶化层,打毛处理或油脂或加入5%的乳酸。b.选择与UV油工艺参数相匹的油墨辅材、或用布擦拭。c.使用粘度高的UV光油,加大涂布量。d.换用与该UV光油相匹配的网纹辊。e.检查是否紫外光汞灯管老化,或机速不符,选择合适的干燥条件。f.上底胶或更换特殊的UV光油或选择表面性能好的材料。4U.V上光工艺常见问题及解决•7.残留气味大•原因:a.干燥不彻底,如光强度不足或非反应型稀释剂过多。b.抗氧干扰能力差。•解决:a.固化干燥要彻底,选择合适的光源功率与机速,减少使用非反应型稀释剂或不用它。b.加强通气排气系统。4U.V上光工艺常见问题及解决•8.UV光油变稠或有凝胶现象•原因:a.贮存时间过长b.未能完全避光贮存c.贮存温度偏高解决:a.按规定时间使用,一般为6个月b.严格避光贮存c.贮存温度必须控制在5℃~25℃左右。11.UV固化后自动爆裂原因:a.被照表面温度过高后,聚合反应继续。•解决:a.被照表面温度过高,增大灯管与被照物表面距离,冷风或冷辊压。5UV工艺之未来发展1.UVpowderUV硬化有其干燥速度快等优点,但缺点为立体对象只能用喷涂方法加工。而喷涂(Spray)又必须使用溶剂来降低黏度,环保问题及喷涂利用率过低(约30%在对象上,其它浪费在空气中)造成成本加高。粉体涂料长年来用于金属对象喷涂利用率高(98%up)几乎完全回收,但高温加热180~200oC可被喷涂之对象有限(如木器,塑料就无法使用)。结合两种科技使3D(立体)及热敏感之对象变为可行,目前已有欧美公司开始量产,目前该科技之限制除了涂布设备需更新,树脂及起始剂等原料昂贵外,Matting(雾面)及各色料用之起始剂尚未被开发配合,以致市场还无法扩大。5UV工艺之未来发展•2.WaterBorneUV(水性UV硬化)因单体刺激性及对某些材质接着性,水性UV发展亦指日可待,目前欧洲纸上光,水性UV油墨,家具喷涂发展较快。主要限制为客户需改机器设备,干燥速度较原有纯UV慢,但在3D家具,喷墨油墨上大有可为。5UV工艺之未来发展•3.阳离子UV硬化因自由基聚合之丙烯酸酯类收缩较大,突显阳离子在金属接着上的优异,加上阳离子使用之环氧树脂耐热性、耐化学及耐溶剂性皆更略胜一筹,在电子上作绝缘应用及金属材料之涂布上,将以快速成长。目前受限于原料(树脂)仅掌握于少数几家供货商以致成本居高不下,以及起始剂释发出Benzene亦是其中一大问题。本公司开发之Chivacure9842、Chivacure9000可有效解决该问题,是发展该技术一大利基。5UV工艺之未来发展•4.无臭味,不迁移之涂布因UVcuring/ink常在日常生活中被使用如纸杯油墨、CD油墨、杂志印刷及包装品油墨等起始剂常是造成毒性,臭味之凶。Chivacure3482、ChivacureOMB将可有效解决该困扰。相信该技术之成熟,涂料/油墨市场扩大是指日可待谢谢!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 liyan4168
liyan4168
本文标题:UV工艺在手机中的应用
链接地址:https://www.777doc.com/doc-3138659 .html