您好,欢迎访问三七文档
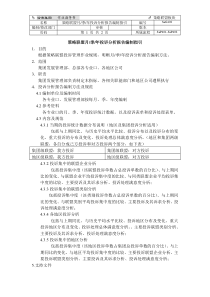
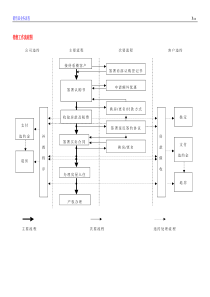
兰州真空镀膜机控制方案一、工况及客户要求:1,张力恒定,线速度严格保持一致。2,收放料及张力辊的张力显示准确。3,控制精确,运行可靠,易于操作。4,卷径范围∮180mm~∮850mm5,张力范围50N~700N6,线速度60米/分钟~600米/分钟二、电气配置:1、IT5070触摸屏1台2、H2UPLC一台,点数根据客户最终要求来确定3、伺服驱动器IS550AT0372台,电机ISMG1-18D20CD-U131X伺服驱动器IS550AT0321台,电机ISMG1-15D20CD-U131X伺服驱动器IS550AT0251台,电机ISMG1-11D20CD-U131X4、放卷制动电阻:1300W25Ω镀膜制动电阻:1000W32Ω三、控制方案介绍:1、控制原理图:触摸屏伺服伺服伺服伺服放卷镀膜张力辊收卷转矩给定速度给定转矩给定转矩给定2、原理介绍:此系统放卷和收卷以及张力辊工作与转矩模式,镀膜辊工作与速度模式,由PLC检测镀膜辊的转速,得知系统目前的线速度,并根据设置的张力算出收卷和放卷需要的转矩,张力辊由于不参与卷曲,所以直径不会发生变化,只需要用户根据需要设置一个恒定可调的转矩,收卷的转矩会根据系统设定的张力情况,减去张力辊所产生的张力,参考卷径的情况,运算出合适转矩并设置给收卷伺服,总体情况下收卷产生的张力加上张力辊的张力,刚好完全等于放卷所产生的反响张力。系统的张力可通过触摸屏进行设置,张力辊的张力也通过触摸屏设置,然后系统根据这两个值算出收卷和放卷的转矩。镀膜辊以及收卷和放卷的电机编码器信号分频进入PLC,镀膜辊的编码器信号用于测算当前线速度,收卷和放卷的编码器信号用来分别检测其转动角速度,以便计算卷径。3、伺服选型规格说明:根据用户提供的张力和卷径变化范围,可以计算出在最大卷径时如果设置最大张力,伺服系统必须提供的转矩为297N.M;同时,要满足线速度要求,要保证在最小卷径情况下达到电机转速为1067转/分钟,故根据这两个条件,以上配置收放卷伺服基本满足。对于镀膜辊,由于其直径有所减小,且在收放卷张力平衡情况下,功率可适当选小一档;张力调节辊主要用于张力辅助调节,且直径只有镀膜辊的一半左右,故功率可以选为镀膜辊的一半大小。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 李全真
李全真
本文标题:真空镀膜机方案
链接地址:https://www.777doc.com/doc-3139918 .html