您好,欢迎访问三七文档
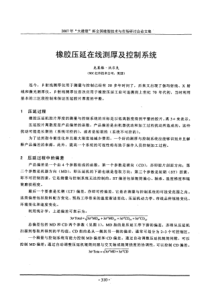
电火花线切割加工一、基础知识1概述2加工原理、特点及应用3线切割机床简介4线切割程序编制概述电火花线切割加工(WireCutElectricalDischargeMachining,简称WEDM)是在电火花加工基础上,于20世纪50年代末最早在前苏联发展起来的一种新的工艺形式,它是利用丝状电极(钼丝或铜丝)靠火花放电对工件进行切割,简称线切割。图1线切割机床图2切割用钼丝传统的加工方式:切削力特点:热变形应力变形加工机理“以硬对软”接触式加工切削热特种加工(非传统加工)例如:电火花加工电化学加工激光加工超声加工等离子加工加工特点:“以软对硬”——工具硬度可以低于被加工材料的硬度用电、化学、光、声、热能等去除金属材料线切割加工加工原理电火花线切割加工的基本原理是利用快速移动的电极丝,对工件进行脉冲火花放电,腐蚀工件表面,使工件材料局部熔化和气化,从而达到切割工件,去除材料的目的。图3线切割的加工原理什么是电火花加工?加工的必要条件要使放电腐蚀原理用于导电材料的尺寸加工,必须具备以下几个基本条件:1.必须保持一定的放电间隙2.必须采用一定频率功率脉冲电源3.必须在一定绝缘性能的介质中进行放电放电加工的微观过程放电加工时,金属材料蚀除的微观过程可分为以下四个连续的阶段:1.极间介质的击穿与放电2.能量的转换、分布与传递3.电极材料的抛出4.极间介质的消电离线切割加工设备构成控制系统脉冲电源工作液循环系统机床本体脉冲电源波形及三个重要参数:Im——幅值电流ton——脉冲宽度toff——脉冲间隔加工速度v、表面粗糙度Ra1/v工作液循环系统的作用:电火花线切割加工外圆磨床磨削加工工作液作用:压缩放电通道,提高除蚀效果加速消电离过程,防止持续电弧放电在极间流动,以利于加速蚀除产物的排除冷却向下走丝向上走丝电火花加工机理第一阶段:放电通道形成第二阶段:放电通道形成高热第三阶段:蚀除物抛出,第四阶段:极间介质的消电离加工特点电火花线切割加工属于特种加工。它与传统的机械加工相比,有如下优点:1.非接触式,适合高硬度难切削材料的加工2.十分适合复杂形孔及外形的加工3.切缝细,节省宝贵的金属材料4.加工的尺寸精度高,表面粗糙度好5.易于实现数字控制6.加工的残余应力较小局限性电火花线切割加工也有它的局限性。这主要体现在以下几个方面:1.仅限于金属等导电材料的加工2.加工速度较慢,生产效率较低3.存在电极损耗和二次放电4.最小角部半径有限制应用范围电火花线切割加工的应用领域日益扩大,目前已广泛应用于机械(特别是模具制造)、航空、宇航、电子、电器电机、仪器仪表、汽车拖拉机、轻工等行业。图4电火花线切割加工的精密零件线切割加工件棱锥体形件多孔窄缝加工冷冲凸模的加工线切割作品微细结构和复杂形状微细结构和复杂形状微细结构和复杂形状高硬度导电材料成型加工模具形面及型腔加工模具形面及型腔加工线切割机床简介一台普通的线切割机床的结构组成如右图所示。它总体上由主机,脉冲电源,数控系统三部分组成。此外,机床的主机部分还附加了工作液循环系统。图5数控电火花线切割加工机床线切割机床组成主机由床身、工作台、运丝机构、丝架和工作液系统等组成,是机床的主要部分。脉冲电源又称高频电源,其作用是把普通的50HZ交流电转换成高频单向脉冲电压。数控系统以电脑为核心,用程序实现电极丝放电加工全过程的实时控制。线切割机床分类根据电极丝走丝方式的不同,数控线切割机床分为:快走丝线切割机床和慢走丝线切割机床。两者的特点对比如下:线切割机床类型快走丝慢走丝电极丝运行速度300—700m/min0.5~15m/min电极丝运动形式双向往复运动单向运动常用电极丝材料钼丝(Φ0.1~Φ0.2mm)铜、钨、钼及各种合金(Φ0.1~Φ0.35mm)工作液乳化液或皂化液去离子水、煤油尺寸精度0.015~0.02mm±0.001mm表面粗糙度Rɑ1.25~2.5μm0.16~0.8μm设备成本低廉昂贵图7走丝机构(a)快速走丝机构1—丝架;2—导电器;3—导轮;4—电极丝;5—工件;6—工作台;7—储丝筒(b)慢速走丝机构1,4,10—滑轮;2,9—压紧轮;3—制动轮;5—供丝卷筒;6—卷丝筒;7—导向轮;8—卷丝滚轮;11,15—导电器;12,13—金铜石导向器;14—工件中走丝线切割机床现以DK7732型线切割机床为例,对中走丝线切割机床作一简要介绍。DK7732是一种数控精密型中走丝线切割机床。所谓中走丝机床目前国内尚没统一的定义标准。一般认为,它的特点是加工速度接近于快走丝,而加工的质量趋于慢走丝。其走丝速度在1.5~10m/s之间。中走丝机床加工出的零件表面粗糙度比快走丝机床好。而相比慢走丝机床,它的设备成本低,具备更好的经济性。机床型号含义DK7732机床工作台宽度为320mm特性代号,数控机床组代号,线切割加工机床系代号,快走丝线切割机床类别代号,电加工机床机床规格及主要参数机床型号DK7732工作台尺寸660X450工作台行程400X320最大加工厚度400最大生产率≥160mm2/min最佳表面粗糙度≤1.6µm电极丝直径Φ0.1mm~Φ0.2mm电极丝丝速调节范围0~11m/s标准供电电源380V/50Hz最大消耗功率≤2KW线切割程序编制线切割编程涵盖了切割图形、切割路径及切割次数等工艺信息。线切割程序有着标准的指令格式。常用的有两种:G指令(ISO)和3B指令,可根据实际需要来选择。如今的线切割机床都带有自动编程功能,即操作者只需将要切割的图形在机器绘制出来并存盘,系统会自动分析并生成加工程序,避免的烦琐的手工编程。HF线切割编程系统操作界面加工操作演示线切割试件的图纸如下。图10凸模加工图纸全绘自动编程图11线切割加工示意图根据图纸要求,在机器上绘制如上图所示的切割图形,并添加引入引出线,待设置完切割路径、切割次数和间隙补偿等工艺参数后,编程系统会自动生成加工程序!生成的程序段示例(G代码)G92X-15000Y2500G01X5000Y0G01X5670Y0G02X0Y-5000I4330J-2500G01X-5670Y0…M00M02加工操作流程调用程序设置参数启动走丝启动冷却液启动放电启动切割机床维护及保养机床转动部分必须每天加油,转动较少部位加固体油脂机床用毕擦拭干净加润滑油谢谢大家!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 chiumankwong
chiumankwong
本文标题:线切割1
链接地址:https://www.777doc.com/doc-3143032 .html