您好,欢迎访问三七文档
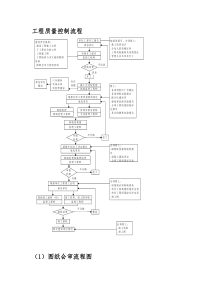
端盖零件加工基础冯凯阳,张冰冰,张成,陈义,殷云一·端盖图实物展示识读图纸加工表面公差等级表面粗糙度(um)形位公差(mm)加工方法φ5孔IT1412.5φ0.3A钻-铰-精铰φ2812.5钻-铰-精铰φ35外圆IT76.3粗车-半精车φ54外圆12.5粗车-半精车φ54内端面6.3粗车-精车左端面IT96.3⊥0.05A粗车-精车φ35端面IT96.3⊥0.05A粗车-精车二、任务技术要求•技术要求如下:•(1)铸件须消除内应力;硬度170~241HBS10/3000.•(2)不准用砂布及锉刀等修饰表面;•(3)加工精度及表面质量符合图纸要求;•注:(1)毛坯材料:HT200•(2)毛坯尺寸:60×60×30孔加工刀具的选用•1.钻孔•钻孔最常用的刀具是麻花钻,用麻花钻钻孔的尺寸精度为IT13~IT11,表面粗糙度Ra值为50~12.5μm,属于粗加工。钻孔主要用于质量要求不高的孔的终加工,例如螺栓孔、油孔等,也可作为质量要求较高孔的预加工。•麻花钻由工具厂专业生产,其常备规格为φ0.1~φ80mm。麻花钻的结构主要由柄部、颈部及工作部分组成,5.1毛坯的分类及选择原则5.1.1毛坯的分类1.型材毛坯通过轧制、拉拔、挤压等方式生产出来的.沿长度方向横截面不变的钢料.称为型材。机械制造中的型材按断面形状分为圆钢、方钢、六角钢、扁钢、角钢、槽钢、工字钢、丁字钢和特殊断面形状的钢。型材按生产工艺分热轧和冷拔两类.热轧型材的尺寸较大、精度低.多用作一般零件的毛坯冷拔型材尺寸较小、精度较高.多用于制造毛坯精度要求较高的中小型零件.下一页返回5.1毛坯的分类及选择原则2.焊接组合毛坯根据毛坯的形状、尺寸要求.用铸件、锻件、冲压件、型材或经局部机械加工的半成品组合后焊接而成的毛坯。多用于尺寸较大、形状复杂的单件小批生产。焊接毛坯工艺简单.可减轻重量、成本较低.但热变形较大、内应力大、抗振性较差、接头处的组织性能比较复杂.上一页下一页返回5.1毛坯的分类及选择原则3.铸造毛坯铸铁、有色金属以及含碳为0.45%-0.5%的钢均可用铸造方法获得铸件毛坯.而其中应用最广泛的是铸铁。铸造不受零件尺寸、形状、重量的约束.但主要用于其他方法难以成型的壳体、基座、支架、带轮等形状较复杂的毛坯零件。按铸造方法不同.又有砂型铸造、金属型铸造、离心铸造、压力铸造、熔模铸造等.上一页下一页返回5.1毛坯的分类及选择原则4.压力加工毛坯锻件适用于要求强度较高、形状不太复杂的零件毛坯.锻件由于塑性变形的结果.内部晶粒较细、均匀.没有铸造毛坯的内部缺陷.其机械性能优于同样材料的铸件.凡承受重载、交变应力的零件.如主轴、齿轮、连杆等都是常用锻件毛坯。但锻造方法很难得到形状复杂的、大型的毛坯.特别是有复杂内腔的毛坯。按加工方法不同.锻件可分为自由锻件、热模锻件、精密模锻件、冷挤压件和冲压件等几种类型。5.粉末冶金毛坯这是一种只需少许或都不需加工的毛坯主要用于中等复杂程度.不带螺纹的小型结构的零件。上一页下一页返回5.1毛坯的分类及选择原则5.1.2毛坯的选择原则1.毛坯材料的使用性能毛坯材料的使用性能主要包括机械性能、物理性能和化学性能。通常材料的机械性能是选材的主要指标。只有在特殊条件下.才考虑物理和化学性能的影响。毛坯的使用要求就是指毛坯最终制造成零件的使用性能。2.毛坯材料的工艺性能毛坯材料的工艺性能是指在一定条件下.将材料加工成优质零件或毛坯的难易程度。它将直接影响零件的质量、生产率和成本。上一页下一页返回5.1毛坯的分类及选择原则3.毛坯材料的经济性在能保证使用性能和加工质量的前提下.应尽量选用价格低廉.加工费用低.便于采购、运输和管理的毛坯。如在保证使用的前提下.应优先选用碳钢和铸铁等相对价格比较低的材料.也可合理选用非金属材料.以降低成本。表5一1为常用材料的相对价格。上一页返回审查端盖的工艺性•该端盖结构简单,形状普通,属一般的盘盖类零件。主要加工表面有端盖左、右端面,方形端面,要求其端面跳动度相对中心轴线满足0.03mm,其次就是φ28孔及φ5孔,φ25孔的加工端面为平面•,可以防止加工过程中钻头钻偏,以保证孔的加工精度;另外φ54•孔的加工表面虽然在圆周上,但通过专用的夹具和钻套能够保证•其加工工艺要求。该零件除主要加工表面外,其余的表面加工精度•均较低,不需要高精度机床加工,通过铣削、钻床的粗加工就可以•达到加工要求。由此可见,该零件的加工工艺性较好。机械加工工序•(1)遵循“先基准后其他”原则,首先加工精基准——端盖右端面和φ250+0.03mm孔。•(2)遵循“先粗后精”原则,先安排粗加工工序,后安排精加工工序。•(3)遵循“先面后孔”原则,先加工端盖右端面,再加工φ25孔。热处理工序•铸造成型后,对铸件进行退火处理,可消除铸造后产生的铸造应力,提高材料的综合力学性能。该端盖在工作过程中不承受冲击载荷,也没有各种应力,故采用退火处理即可满足零件的加工要求。辅助工序•在半精加工后,安排去毛刺、清洗和终检工序。•综上所述,该端盖工序的安排顺序为:在、热处理——基准加工——粗加工——精加工。工艺装备
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 恋战de火柴
恋战de火柴
本文标题:端盖
链接地址:https://www.777doc.com/doc-3144262 .html