您好,欢迎访问三七文档
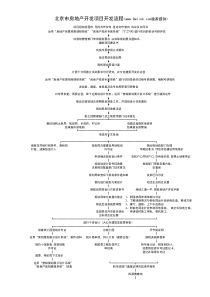
预应力型钢混凝土吊柱施工工法完成单位名称:中建五局第三建设有限公司主要完成人:廖红陈洪根陈国辉黄智1前言大空间、大跨度、高净空对于高档办公楼是一个重要需求。为实现大跨度、高净空的设计方法,普遍采用大截面梁、预应力梁、全钢结构、空间网架结构等。华为成都软件工厂摒弃传统设计形式,采用吊柱方式实现了一层大跨度、大空间、高净高的需求,并因未设计大梁从而保证了该区域其上各层与周边楼面标高的统一,保证了大楼的使用功能和整体建筑效果。中建五局三公司在华为成都软件工厂的软件生产楼上56根吊柱的施工的基础上进行实验和改进,总结了本工法,为以后该结构类型的施工提供了可靠经验。2工法特点2.1在实现本层小起拱大空间、大跨度、高净空的设计使用要求的同时,保证了该区域其上各层标高与周边楼面统一,保证了建筑的使用功能和整体效果。2.2预应力的采用使结构性能增强,节约材料,节约能源,使用性能优越。2.3监控手段先进、全面,安全性更有把握:本工法采用千斤顶拉力、行程,焊缝变形值和楼层标高三个数值同时观测的方法,更有利于掌握结构的受力工作状态。2.4节约工期:经实验,采用该工法能将原15天每层的进度加快到8天每层。3适用范围适用于在局部采用预应力、钢结构、钢筋混凝土结构共同组合作用下的结构及类似结构施工。4工艺原理利用受拉性能很好的预应力型钢混凝土吊柱,将几层梁板吊在顶层大梁上,从而实现底层在不设计大梁的情况下,获得大跨度、高净高的大空间,并确保其上各层标高与周边楼面统一,保证建筑的使用功能和整体效果。5施工工艺流程及操作要点5.1施工工艺流程5.1.1总体流程搭设二层支撑架→首节吊柱安装及浇筑混凝土→依次安装二、三、四节吊柱→安装屋面大梁钢筋并浇筑砼→拆除二、三、四层架体→割除最后两节之间连接耳板→预应力张拉→最后两节箱型柱焊接→波纹管灌浆及箱型柱灌浆→顶层柱钢筋及混凝土施工→拆除一层及以下支撑架。5.1.2第二层结构施工流程搭设第二层支模架搭设梁底模板安装梁底钢筋及箍筋并向两边推移吊装第一节钢结构吊柱安装锚具、波纹管、钢绞线、预留波纹管内灌浆孔安装梁面筋安装柱钢筋安装梁箍筋校正位置垂直度和标高关模及平台板模板浇注第一次混凝土柱钢筋安装安装柱模板至接头下500浇注第二次混凝土(箱型柱与模板之间),高度2500.灌注第一节箱型柱及波纹管之间的灌浆料5.1.3第三层结构施工流程土建工序同二层吊柱施工如下:将第二节主体吊至工作面架体上平放,穿波纹管及钢绞线,再采用塔吊将主体吊正、校正。(不能一次吊装的先按上述步骤施工,再连接另两块H型钢梁,再次校正)。连接耳板及焊接柱体。焊缝检测进行土建工序灌注第二节箱型柱及波纹管之间的灌浆料浇注第四次混凝土(箱型柱与模板之间)5.1.4第四层结构施工流程土建工序同二、三层吊柱施工同二节焊缝检测进行土建工序浇注第五次混凝土灌注第三节箱型柱及波纹管之间的灌浆料5.1.5第五层结构施工流程土建工序同二、三、四层吊柱施工同二、三节进行土建工序浇注第六次混凝土及吊模混凝土待第六次混凝土浇注28天后,混凝土达到强度,拆除2~4层支模架。张拉预应力钢绞线至设计值在波纹管内灌注膨胀水泥浆结构变形稳定后焊接第三段与第四段之间焊缝,割除耳板灌注第四节箱型柱及波纹管之间的灌浆料安装第四层柱模板浇注第七次混凝土(微膨胀C45混凝土)5.2操作要点5.2.1支撑体系1架体1)采用扣件式钢管脚手架,为保证架体稳定性,支撑体系应当编制专项方案并进行专家论证。钢管支撑平台与周围同层的钢管支撑架连成整体,以保证挑板和吊柱施工时支撑体系的稳定。2)张拉前拆除二至四层架体,保留一层以下架体。3)为了保证架体稳定性,在吊柱部位的底部,应当采用加固井字架体支撑箱型柱和型钢梁的自重。如图:5.900吊柱第一节二层梁立放木方横放木方一层梁附加支撑井字架四周之字撑5002起拱除按照设计值进行起拱外,在顶层吊柱施工时,为了在张拉后达到焊接时预计的焊缝宽度,还应考虑施工时在达到强度后拆模后由于自重荷载的回落值,根据多次观测,该值一般为跨度的万分之一至万分之二。90003600110090018001800Lb=3600Ld=3800Le=11550起拱高度22.5起拱高度22.5起拱高度28.5起拱高度28.5起拱高度22.5起拱高度22.5起拱高度28.5起拱高度28.55.2.2钢柱的加工制作及吊装1箱型柱加工要求翼缘加工反变形控制要求:由于翼缘外伸箱体结构存在结构焊接不对称的情况,所以一定会造成焊接角变形的产生,若角变形过大,对构件的外形尺寸、直线度、平整度将会带来严重的结果,且很难进行矫正,所以为保证箱体焊后的外形尺寸、直线度、平整度符合设计和规范要求,对于本工程若结构出现焊接不对称时,宜先预设焊接反变形(焊接反变形量须按试件焊后进行实测),本工程箱体外侧两块面板由于存在此种情况,故需设置反变形,角变形产生情况和反变形设置如下图示。面板反变形设置2型钢梁加工要求1)H型钢在焊接前,应在H型钢的两端头设置“T”形引弧板及引出板,引弧板及引出板长度应大于或等于150mm,宽度应大于或等于100mm,焊缝引出长度应大于或等于60mm。引弧板及引出板要用气割切除,严禁锤击去除。H型钢引熄弧板的设置150起始端终止端熄弧板定位2)H型钢的焊接采用门型埋弧焊机及小车式埋弧焊机两种方式进行。焊接顺序如下图所示:3吊装钢柱的吊装利用现场汽车吊完成,现场安装校正、焊接。纵、横向固定在混凝土柱模板完成后利用钢管二次固定。1)第一节钢柱吊装钢柱吊装前,先进行钢筋安装位置的检查,确认有足够位置下放锚具。钢柱吊装前,预先安装好波纹管、钢绞线、端头锚具,在第一节柱顶利用锚具初步固定钢绞线。吊上平台位置后,利用千斤顶初步校正标高和轴线,采用揽风绳固定后安装钢筋,钢筋安装完毕后再次进行校正,偏差达到要求后封模。倒链缆风绳钢柱测量示意图2)第二节及以上钢柱吊装利用汽车吊将钢柱吊装至下一节吊柱上方,再穿钢绞线,完成后连接波纹管,继续下放钢吊柱,利用千斤顶在模板上校正轴线和垂直度,连接耳板,再进行箱型柱焊接。钢柱对接示意图见下图:连接耳板安装螺栓钢柱对接图5.2.3钢筋施工1首层钢筋安装应当适当调节位置,预留出第一节吊柱的锚具位置。2各层柱主筋安装应当一次下料到位并且采用锚固在梁内的方式,底部箍筋在焊接前不安装且不固定顶部,以免挡住箱型柱焊缝连接。3吊柱区域梁钢筋的连接采用下图方式连接。4对于已采用机械连接但套丝连接长度不足的采用下图处理:5最后一层柱按下图方式进行连接,当有个别无法按图进行连接时,应进行补焊加强。5.2.4模板的施工1为了便于钢筋安装,各层在安装梁底模板时,应当预留吊柱周边1米范围内梁底模板不安装,待箱型柱焊接且柱身钢筋安装完成后在安装该部分梁底模板。2顶层大梁应将最后一节柱混凝土向下模板安装100mm,浇筑完成后凿除50mm,最后安装该柱模板时安装至梁底并留斗状浇筑口,以保持混凝土压力使该节柱混凝土密实。5.2.5混凝土的施工1柱身混凝土的振捣应选用小直径振动棒,并且随浇随振,避免过振和漏振。2混凝土各层浇注顺序见下图.5.2.6预应力施工1张拉张拉前预应力单位应将设备校正,如油表等,并呈报第三方检测报告。张拉前预应力单位书面提供油表读数和张拉力对应数据表。吊柱区域四根柱子应采取四个点同时张拉。张拉力分五次加载分别为10%→30%→50%→90%→100%,张拉完毕后理论伸长值与实测伸长值相差±6%以内,则符合设计与规范要求。张拉后2小时,观测结果符合要求,可进行最后一次对接焊缝施工,焊接前先将耳板焊接固定,以免焊接过程中变形受力。焊接完成24小时进行焊缝检测,检测合格后割除耳板。2灌浆24小时后进行焊缝检测,焊缝检测合格后,由里向外灌浆即先进行波纹管内灌浆(42.5水泥浆)及波纹管与箱型柱内灌浆(CGM灌浆料),再进行柱子钢筋、模板、在前两次灌浆3天后(终凝完成具备初步强度)才可进行柱身砼浇注,1个月后拆除架体。3变形观测1)钢绞线的变形由千斤顶的行程读出,钢绞线的拉力由千斤顶的拉力直接读出。2)顶层箱型柱的间隙变形由张拉时由四个人分别在四层楼分别用千分尺读出。在张拉前由生产经理组织操作架。3)对于各层梁体的变形,在张拉前在四个柱体和吊柱区域外一根柱子画水平刻度线(红线),线拉完成后再对比水平刻度线(蓝线)的高度变化即可读得。后视边角柱吊柱(1、5号)楼梯间吊柱(2、6号)水准仪器吊柱(3、7号)吊柱(4、8号)吊柱水平标高观测示意图4)原预留四层柱与顶层柱之间焊缝在架体拆除后,用千分尺测量焊缝沉降值与原预留8+6=14㎜做对比,并有书面记录。大于预定值的按本方案偏离设计值的处理措施中第二种情况处理,小于预定值的按第三种情况处理。4偏离设计值的处理措施预应力张拉过程中可能遇见三中情况:1)正常情况:变形与应力均较好达到设计预期值。2)变形不足:张拉力到达预定值,变形小于预定值。3)变形过大:张拉力未到预定值,变形已到预定值。对于第二种情况的处理,立即停止张拉,分析原因(耳板未松、支撑未拆等)。对于第三种情况的处理,立即清孔后继续张拉,直至达到预定拉力。为顺利张拉,做好应对准备,在正式张拉前进行一次预张拉,即张拉时不安装锚具,张拉至预定值,观察变形情况,分析原因,做好应对措施。对于第二种情况,变形小于预定值时但不影响焊接时,可以直接焊接。6材料与设备6.1主要材料序号材料名称型号规格用途1架管Ф40支撑2扣件/支撑附件3模板、木方/支撑4安全平网/防护5正方形钢架平台1200×1200,10#槽钢吊柱拼装6长方形龙门架2500×1500,10#槽钢拼装7连接螺栓M22×100吊柱临时连接8连接耳板Б=16㎜钢板吊柱临时连接6.2机械设备及仪器表6.2.1钢结构施工设备表1钢板预处理设备序号设备名称规格型号用途1钢板矫正机WC43-80x2200钢板矫正2箱型构件于H型构件加工设备序号设备名称型号规格用途1直条切割机5500*15000加工2双面坡口切割机双头加工3BOX组立一体机1500*80加工4桥架式电渣焊机ESW1651加工ESW1652加工5气保焊机打底门式CO2加工6BOX双丝埋弧焊DC1500A+AC1200A加工7H钢组立与焊接全自动生产线最大截面1500*500*30*50加工890°翻转设备25吨加工9端面铣1500*1500加工10导轨钻床Z3050加工11半自动气保焊机XC-500CO2加工12手工焊机ZX5-400加工13碳刨机ZX5-800加工3主要焊接设备序号设备名称规格型号用途1交流焊机BX3-500拼装2气保焊机XC-500拼装3碳刨机ZX5-800拼装4逆变焊机ZPT-500拼装5小车埋弧焊机ZX5-1250拼装6埋弧焊机DC1500拼装7埋弧焊机AC1200拼装8气保焊机DC600拼装9电渣焊机600A拼装10交流电焊机BX3-300-3拼装4主要吊装设备序号设备名称规格型号用途1汽车吊70~100吨现场吊装2汽车吊30吨现场拼装6.2.2预应力张拉及灌浆设备序号名称型号(精度)用途1千斤顶YCW-150T预应力张拉2高压油泵ZB4-500型3灌浆泵灌浆4手提式搅拌机5手提式砂轮切割机张拉后切除多余钢绞线6.2.3观测设备观测设备表序号名称型号(精度)用途1电子游标卡尺0.001mm观测焊缝宽度2水准仪DS2观测楼层标高变化3对讲机观测时即时通讯4红蓝铅笔标高标记7质量控制7.1工程质量控制标准及规范规程本工法除严格遵循以下标准和规范外,还应执行项目所在地行政主管部门和相关行业的文件及要求:《混凝土结构质量验收规范》GB50204-2002《对接焊缝超声波探伤》GB/T1558-1994《建筑钢结构焊接技术规程》JGJ81-2002《钢结构制作安装施工规程》YB9254-95《建筑结构荷载规范》GB50009-2001《预应力筋用锚具,夹具和连接器》GB/T14370-2007《预应力混凝土用钢绞线》GB/T50224-2003《预应力混凝土用金属波纹管》JG
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 aquazj
aquazj
本文标题:华为吊柱施工工法
链接地址:https://www.777doc.com/doc-3191980 .html