您好,欢迎访问三七文档
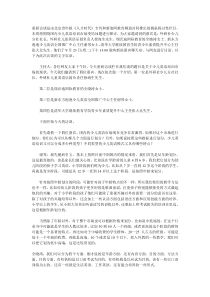
产品名称盈方威PV710产品型号713生效日期作业人数工位编号(装配)1工序时间修订日期版本工位名称文件编号料号名称用量备注面框1喇叭21.从物料箱内取面框,检查不可有少胶、破损、变形、缩水、批锋、刮花等不良;2.取前面工位加工OK的返回键,装于面框按键孔处,取烙铁将固定按键的的两胶柱烫好(如左图);3.取2PCS喇叭,磁铁朝上,导线朝侧边缺口贴装于面框(如左图);4.检查确认OK,流入下一工序。1.作业时不可烫伤面框;2.喇叭不可装反,注意导线位置。返回键变更內容:制作:校准:审核:深圳惠浦创新科技有限公司二.仪器制具:电烙铁三.操作步骤:四.注意事项:喇叭配图说明一.物料描述装配作业指导书(SOP)2012/3/51人A0装返回键和喇叭于面框QP-EN-005-02喇叭导线从侧边缺口引出产品名称盈方威PV210产品型号713生效日期作业人数工位编号(装配)2工序时间修订日期版本工位名称文件编号料号名称用量备注摄像头板1按键板19PFPC120PFPC11.从物料盒取按键板,再取9PFPC,金手指朝下插于按键板9P连接器并扣紧;2.从物料盒取摄像头板,再取20PFPC,金手指朝下插于摄像头板20P连接器并扣紧;3.检查确认OK,流入下一工序。1.FPC不可折死、插反、插歪,并要扣到位;2.作业时请佩戴好经检测OK的静电环。变更內容:制作:校准:审核:深圳市惠浦创新科技有限公司二.仪器制具:静电环三.操作步骤:四.注意事项:配图说明一.物料描述装配作业指导书(SOP)2012/3/51人A0插装排线于摄像头板和按键板QP-EN-005-03产品名称盈方威PV210产品型号713生效日期作业人数工位编号(装配)3工序时间修订日期版本工位名称文件编号料号名称用量备注大3M胶1小3M胶1电池1WIFI模块11.从物料盒取WIFI模块,撕1PCS小3M胶贴于模块背面;2.从物料箱内取电池,使导线朝右上角,撕1PCS大3M胶,贴于正对自己的一面(如左图所示);3.检查确认OK,流入下一工序。1.电池3M胶不可贴错位置;2.作业时请佩戴好经检测OK的静电环。四.注意事项:贴3M胶位置变更內容:制作:校准:审核:深圳市惠浦创新科技有限公司二.仪器制具:静电环三.操作步骤:WIFI模块背面背面贴好3M胶的WIFI模块配图说明一.物料描述装配作业指导书(SOP)2012/3/51人A0贴3M胶于电池并贴EVA于WIFIQP-EN-005-04导线朝右放置产品名称盈方威PV210产品型号713生效日期作业人数工位编号(装配)4工序时间修订日期版本工位名称文件编号料号名称用量备注WIFI模块1彩排1锡线适量1.从物料箱内取WIFI模块,芯片朝上,焊盘朝左放于桌面;2.用烙铁分别给第2、3、4、5四个焊盘加上适量的锡;3.从物料盒内取彩排,将黑线焊于GND(即从上往下数的第2个焊盘),黄线焊于D+(即第3个焊盘),白线焊于D-(即第4个焊盘),红线焊于VCC(即第5个焊盘)4.检查确认OK,流入下一工序。1.烙铁温度控制在330±20℃,并做好保养;2.焊接时注意不可有连锡、假焊、拉尖、掉件、锡珠锡渣等不良;3.作业时请佩戴好经检测OK的静电环。变更內容:制作:校准:审核:深圳市惠浦创新科技有限公司彩排二.仪器制具:电烙铁、静电环三.操作步骤:四.注意事项:配图说明一.物料描述装配作业指导书(SOP)2012/3/52人A0焊4P排线和WIFI天线于WIFI模块QP-EN-005-05中间四个焊盘加锡,自上到下依次为:GND,D+,D-,VCC两边的两个焊盘是空的产品名称盈方威PV210产品型号713生效日期作业人数工位编号(装配)5工序时间修订日期版本工位名称文件编号料号名称用量备注LCD屏1TP11.取装好返回键和喇叭的面框,D面朝上平放于桌面;2.从物料箱内取LCD屏,检查是否有破损、划伤等不良;3.将LCD屏排线对照面框有缺口的一边装入面框(如左图);4.将装好LCD的面框翻转过来,排线朝上平放于台面并撕去LCD上的保护膜;5.从物料盒内取触摸屏,撕掉背面的保护膜及双面胶离型纸;6.检查LCD表面及触屏背面无灰尘、脏污等不良后,将触屏排线从左上角的矩形缺口穿入,对齐上下左右边缘将触屏贴装于LCD上(如左图);7.检查确认OK,流入下一工序。1.作业时注意轻拿轻放,不可过度用力;2.不可用手直接触碰撕掉保护膜的LCD和触摸屏表面;3.如有灰尘或脏污可用无尘布擦拭;4.不可将触屏表面的保护膜撕掉。变更內容:制作:校准:审核:深圳市惠浦创新科技有限公司二.仪器制具:无尘布三.操作步骤:四.注意事项:配图说明一.物料描述装配作业指导书(SOP)2012/3/51人A0装LCD屏于面框并贴TPQP-EN-005-06喇叭此处边框有LCD线和TP线缺口TP线从此处穿入产品名称盈方威PV210产品型号713生效日期作业人数工位编号(装配)6工序时间修订日期版本工位名称文件编号料号名称用量备注LCD屏1TP11.取装好返回键和喇叭的面框,D面朝上平放于桌面;2.从物料箱内取LCD屏,检查是否有破损、划伤等不良;3.将LCD屏排线对照面框有缺口的一边装入面框(如左图);4.将装好LCD的面框翻转过来,排线朝上平放于台面并撕去LCD上的保护膜;5.从物料盒内取触摸屏,撕掉背面的保护膜及双面胶离型纸;6.检查LCD表面及触屏背面无灰尘、脏污等不良后,将触屏排线从左上角的矩形缺口穿入,对齐上下左右边缘将触屏贴装于LCD上(如左图);7.检查确认OK,流入下一工序。1.作业时注意轻拿轻放,不可过度用力;2.不可用手直接触碰撕掉保护膜的LCD和触摸屏表面;3.如有灰尘或脏污可用无尘布擦拭;4.不可将触屏表面的保护膜撕掉。变更內容:制作:校准:审核:深圳市惠浦创新科技有限公司二.仪器制具:无尘布三.操作步骤:四.注意事项:配图说明一.物料描述装配作业指导书(SOP)2012/3/51人A0装LCD屏于面框并贴TPQP-EN-005-07喇叭此处边框有LCD线和TP线缺口TP线从此处穿入产品名称轴承产品型号所有型号生效日期页码发行部门品质部执行部门装配部修订日期版本工位名称文件编号料号名称用量备注深圳市XXXX有限公司变更內容:制作:聂代财校准:审核:1、安装前准备2、轴承的安装程序3、轴承安装方法b、利用套筒安装此法与利用铜棒安装轴承道理相同。它是将套筒直接压在轴承端面上(轴承装在轴上时压住内圈端面;装在壳体孔内时压住外圈端面),用手锤敲击力能均匀地分布在安装的轴承整个套圈端面上,并能与压力机配合使用,安装省力省时,质量可靠。c、压入法:3.利用压力机安装此方法与利用套筒安装一起使用,可代替手锤加压。其特点是轴承不受敲击,与轴承相配的密封装置等零件不会受损伤。采用压力机安装轴承时,应使压力机机杆中心线与套筒和轴承的中心线重合,使所加压力位于中心,以防安装歪斜压裂轴承。如图二所示。四.注意事项:1、轴承安装时有字的方向朝外,以便维修拆卸时核对。2、不良品作好标识并如实记录报表;3、在检验过程中如遇异常请及时反馈。c、一般先装配较紧的配合面。d、轴为过盈配合,用黄油轻微润滑轴承的内孔和轴的表面,安装时确保轴承安装后与轴垂直,使用合适的套筒施力在内圈,保证其装配到位。e、轴承座位过盈配合,使用黄油轻微的润滑轴承的外表面和轴承座的安装面,安装时,确保轴承安装后与轴承座垂直,使用合适的套筒施力在外圈,保证其装配到位。f、将轴承安装到正确位置后,装上锁定装置。g、确保轴承内圈(或轴)、外圈(或套)可灵活转动,如图四所示。a、锤击法:利用铜棒和手工锺击安装,这是安装中小型轴承的一种简便办法。当轴承内圈为紧配合,外圈为较松配合时,将铜棒紧贴轴承内圈端面,用和锤直接敲击铜棒,通过铜棒传力,将轴承徐徐装到轴上。轴承内圈较大时,可用铜棒沿轴承内圈端面周围均匀用力敲击,切忌只敲打一边,也不能用力过猛,要对称敲打,轻轻敲打慢慢装上,以免装斜击裂轴承。当轴承外圈为紧配合,内圈为较松配合时,可采用与上述相反的方法,用手锤敲击紧贴轴承外圈端面的铜棒,把轴承压入轴承座中,最后装到轴上,此法不易损伤机件。如图三所示。a、在清洁的环境下安装、检查轴承座、轴和轴承的其它相关组件保持其清洁,轴承应保留在原有的包装袋中直到安装前一刻,以防止被污染。b、检查轴承的型号、品牌,备好安装工具。c、检查所有与轴承接触的组件的尺寸和行为公差d、清理、修整与轴承配合零件的装配表面,不能有毛刺、划伤、碰伤、脏污、锈蚀、磨屑等不良。a、打开轴承的外包装,除去轴承内外孔和外圆表面的防锈剂。b、把轴承的安装面和与轴承配合组件的相关安装表面抹上黄油润滑。配图说明一.物料描述二.仪器制具:手锤,铜棒,套筒,专用垫块,压力机,黄油。三.操作步骤:普通轴承装配作业指导书(SOP)2017/7/201/1A0轴承装配ZJ/03-QM-036图一图二图三图五图四
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 every221
every221
本文标题:轴承装配组装SOP
链接地址:https://www.777doc.com/doc-3192371 .html