您好,欢迎访问三七文档
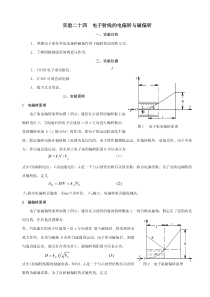
打磨过程中钢轨-磨石界面热机耦合行为研究报告人:张子舆前期工作汇报前期文献阅读:1、钢轨打磨作业过程中磨削温度问题2、钢轨打磨接触线模型研究3、金刚石磨粒磨削sic的磨削力的研究4、表面微观形貌的聚晶金刚石脆性去除机理研究5、多颗磨粒随机分布的虚拟砂轮建模及磨削力预测6、金刚石纤维砂轮的制备及磨削表面质量研究7、ANSYS在砂轮磨削曲轴温度近似估算中的应用8、车轮滑动时钢轨热弹塑性有限元分析9、车轮滑动时钢轨热机耦合有限元分析10、工程陶瓷超声磨削温度场的有限元分析及实验研究11、函数型摩擦系数条件下轮轨滚动和滑动接触的热机耦合分析12、基于有限元分析的高速切削温度场建模与仿真13、金属材料超高速磨削温度场的有限元仿真14、磨削加工过程建模的研究进展15、纳米氧化锆陶瓷精密磨削温度场建模及有限元仿真16、钛合金材料超高速磨削湿式温度场的有限元仿真钢轨打磨作业过程中磨削温度问题研究目的:钢轨打磨列车作业过程中会产生大量磨削热,热量堆积会导致作业区温度不断升高,从而影响打磨质量。建立温度模型可以进行磨削温度预测,通过打磨功率与作业速度的配比实现磨削区温度的控制,以防止磨削灼伤的产生。单打磨头模型建立方法选取单独一个磨粒作为点热源进行砂轮热效应分析由于每个磨粒与磨削对象的接触均为瞬时作用单个磨粒的热效应等效为对瞬时点热源温度场的分析分析单个磨粒产生的热量对磨削区中任意位置温度的影响然后分析持续移动单个磨粒的温度场(方法:将单个磨削点热源沿前进方向对时间积分)积分得到线热源温度场(传统磨削接触为弧线,钢轨打磨接触为近似线段)对整条热源线进行积分即可得到该线热源作用下磨削区内任一点在任意时刻的温度多打磨头模型建立方法将多个打磨头同时作业的过程等效为多组相对位置固定的线热源同时作用要得到某点的温度变化,就是将多个线热源引起的温度变化相叠加仿真及结果根据温度场积分函数进行仿真方法:(1)选择不同作业速度仿真,(2)用不同的砂轮尺寸进仿真,(3)选择不同打磨头数量进行仿真。结论:(1)提高作业速度以及增大砂轮尺寸能够降低磨削带来的温度影响。(2)增加参与作业的打磨头数不仅会提高最终的稳定温度值而且会加快温升速度。钢轨打磨接触线模型研究目的:通过对接触线模型研究从而可以使接触线长度最小来充分发挥砂轮磨粒的磨削性能。研究对象:砂轮外边缘磨粒点修正接触线(由于钢轨打磨不再是理论磨削的延长外摆线,而是有深度方向的进给)建立磨粒点的轨迹方程,求导后对时间微元积分得接触单元得到接触线长度(通过对接触单元对时间积分得到)与普通端面磨削接触线对比对比:根据成熟理论得到端面磨削的接触线长度(传统接触线长度计算公式表明,普通端面磨的接触线长度仅与砂轮半径与工件宽度有关)打磨砂轮与钢轨的接触不只与打磨砂轮和钢轨的几何因素有关,与钢轨打磨车的行驶参数和磨削参数也有关系(由于钢轨打磨过程失去了磨床基准,打磨砂轮与钢轨的接触在不断变化)参数分析:对钢轨打磨车的运行速度,打磨砂轮转速,打磨砂轮的轴向进给深度,以及砂轮半径等不同因素进行分析。结论:打磨车速和砂轮转速的比值达到某一定值时,可使该磨削环境下的接触线长度最小;杯形砂轮可以在打磨钢轨时保持磨粒的相对稳定磨削条件。单颗金刚石磨粒磨削sic的磨削力的研究与传统研究方法不同之处:传统研究都是磨粒与工件材料之间的相互作用;此研究单颗磨粒的角度对sic材料的去除机理研究与仿真。(此次研究主要研究不同锥度的单颗金刚石磨粒对单晶sic的磨削是引起的法向力与切向力规律)实验方式:实验精度精髓:对称分布金刚石压头,但高度不一。保证在无重复划痕的前提下实现动平衡。实验结果:(1)在其他磨削条件不变的情况下,单颗磨粒的磨削力随着切深的增加而增大,随着磨削速度的增加而减小。(2)磨粒顶锥角对单颗磨粒的磨削力有很大的影响。随着磨粒与工件接触角度的增大,磨削力也随之增大。(3)对于同一种材料而言,磨粒不变,参数相同的情况下,磨削单晶sic的磨削力要大于磨削反应烧结sic陶瓷的磨削力。(4)单颗磨粒磨削反应烧结sic的法向力与切向力之间的线性对应关系优于磨削单晶sic。实验精度保证:每颗磨粒进行四道划痕,求出其平均值。表面微观形貌的聚晶金刚石脆性去除机理研究研究目的:弄清楚PCD材料的去除机理,掌握各工艺参数对磨除率、刃磨质量的影响。研究方法:观察经腐蚀后的PCD磨削表面微观形貌,深入探讨了其脆性去除机理和产生条件。实验方式:在刀具专用磨削实验台上进行两种pcd的磨削实验,然后经腐蚀后在电镜下观察。(磨削变量:pcd复合片,砂轮型号,转速,磨削液)实验结果:湿磨初期(磨粒锋利),砂轮粒度较大时为典型的脆性去除形貌,且PCD材料的破碎基本上发生在金刚石晶粒内部,脱落的颗粒非常细小,称之为微细破碎。干磨初期,金刚石砂轮磨粒较锋利时的PCD磨削表面形貌,裂纹在晶界产生以后会沿晶界或向晶粒内部扩展,并诱发金刚石的破碎和剥落,从而产生沿晶破碎。干磨后期,金刚石砂轮磨粒较钝时的PCD磨削表面形貌,中间白色晶粒发生裂纹,其他晶粒并未产生同样的裂纹,称之为疲劳解理破碎。实验结论:微细破碎在任何磨削条件下都会发生,在湿磨初期最为明显。沿晶破碎通常在金刚石磨粒较锋利时发生,在湿磨后期及干磨初期较明显。疲劳解理破碎易在金刚石磨粒较钝时发生,干磨后期时较明显。多颗磨粒随机分布的虚拟砂轮建模及磨削力预测研究目的:单颗磨粒磨削研究较多,观察多颗磨粒磨削的过程十分困难,这次研究建立了基于多颗磨粒仿真的磨削力数学模型以预测磨削力,并通过金刚石砂轮端面磨削硬质合金刀片的实验验证仿真的一致性。研究过程:根据砂轮磨削力建立磨削力理论模型通过电镜观察选择区域的磨粒分布情况计算磨粒的间距建立虚拟砂轮虚拟砂轮模型预测磨削力研究结果:切削深度对法相磨削力影响刀具进给速度对法向磨削力的影响主轴速度对法向磨削力的影响结论:极差分析得到影响磨削力的因素主次顺序为主轴转速、磨削深度、进给速度,提高主轴转速或者减小磨削深度可以降低磨削力。金刚石纤维砂轮的制备及磨削表面质量研究研究此砂轮目的:为了克服传统工艺制造的固结磨粒砂轮和电镀砂轮存在磨粒容易脱落、容屑空间小、工作面极易堵塞、磨削温度高等不足。•制作步骤:(1)制备金刚石纤维(将金刚石、铜基钎料粉末均匀混合利用粉末注射成形技术对喂料进行注射成形利用脱脂工艺对注射坯进行脱脂处理将黏结剂从粉末中脱除)制备的金刚石纤维纤维的横断面(2)制备金刚石结块结块周向展开示意(3)将纤维定位排布在结块中(3)制备金刚石纤维砂轮(金刚石节块制备后,可对其进行整体热压成形制备出金刚石纤维砂轮)校验金刚石纤维砂轮磨削的表面质量普通树脂结合剂砂轮金刚石纤维砂轮结论:金刚石纤维砂轮磨削表面质量优于普通树脂结合剂砂轮,加工表面完整性较好,宏观裂纹和表面损伤相对较少;金刚石纤维砂轮具有较长的使用寿命。温度场的建立过程1、分析温度场热流分配2、确定边界条件3、确定温度场的简化模型4、建立有限元模型并仿真(重点:有限元模型的尺寸与网格划分,要充分考虑精度和计算效率)后期工作计划1、查阅文献和书籍,具体了解温度场建立的整个过程与详细方法。透彻学习钢轨打磨的具体知识,然后学会建模钢轨打磨温度场。目的:分析打磨过程中界面温升的变化。(重点:ABAQUS有限元方法的学习)2、分析界面在温度影响下的应力应变情况。3、分析在热应力与机械应力耦合条件下的打磨过程对钢轨和磨石的影响。(钢轨磨石性能的变化)4、多打磨头的耦合分析谢谢
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 wuqingrui
wuqingrui
本文标题:摩擦学报告
链接地址:https://www.777doc.com/doc-3203365 .html