您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 品质管理(世界500强企业广达电脑)经典作品
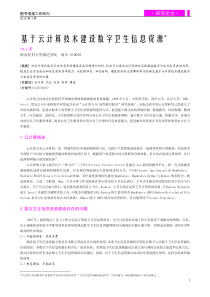
喷漆品质管理PAINTSQUALITYCONTROLPreparedby:QSMCSQERickMiaoOct202003revision01试漆试产渐进生产计划(SLR)PPAP,SIP,SOPready送承认量产渐进生产计划(SLM)RTS量产喷漆量产前管制流程稳定量产直通率目标量产点检漆厂线上稽核量产SL-制程不良P-chartSQRCReview试漆报告CPKreport调漆及喷漆参数标准PMP,SIPandSOP试产前SL喷漆稽核点检喷漆周月报-直通率目标-周月品质改善(3upchartandpaintingmonthlyreportISSUE异常处理-DELL5Creport-TFCSCAR-LESSONLEARN喷漆品质系统管理PaintstorePaintstoreIQCIQCPrePre--mixmixPrePre--treatmenttreatmentPaintingboothLineovenOvenboxLotreworkLotreworkinspectionPaperfilterPaperfilterBagfilterAirpressuredryerOil\waterDe-ionizetodustAiroutputAirinputAirinputTestingTestingASTMASTMpackingpacking1.Timespeedup2.FAI\IPQ\FQC\OQCPMPQCSIPOngoingreliability1.sandpaper2.cleaning3reworkprocedure4.reworkSOP/Mark5.offlinerework*cosmeticinspection*cleaningcontrol*baketemp.andtimecontrolfilterAirgunseniorjunior*cleaningcontrol*potlifecontrol*pre-mixingparametercontrol*T\Hcontrol*cleaningcontrol*T\Hcontrol*FIFO*expireddatePilotpainting(PaintingsupplierPDS)CosmeticQC*positivepressurecontrol*T\Hcontrol*dustfreecontrol*programrevisionControl*paintingparametercontrolPMplanSOPrecordOperatorsafetymaskglassesapronglove*trainingLineQCDellPaintingCriticalControlFlowChartRevision3.02003.04.24Preparedby:RickMiaoFlashtimeFlashtimeSupplyroomSupplyroom*T\Hcontrol*cleaningcontrol*keyparametercontrolEquipment/fixturefilterovencontainerCleaningbakebakedegreaseESDdust(ESDtester)dryHeatersystemShowersystemDoubledoorDrytimecontrolbeforepacking(themalyerA`ssy)1.Pre-mixperson2.paintingroomperson3.fixturecleaningareaSPC1.CPKDeltaL/a/b/gloss/thickness/texture2.safetylaunch喷漆制程管理流程ThicknessCPKbuildingColormatchCPKbuildingSafetylaunchbuilding----co-workwithpaintssupplierstrythicknessSpecandCPKin.--Trialrununitsmin.30pcs--Fixthepaintingparameter.----Paintingapplicatorstakecare.--Trailrunmin.100pcsforyieldrate--Yieldratemeettarget.--Top5issuewithFAandCA.--co-workwithpaintssupplierstryPaintingcolorwithtintsadjustmenttoinSpec.--Trialrununitsmin.30pcs.--Fixthepaintingtintsratio.--Paintingsupplierstakecare.--co-workwithpaintssupplierstrycolorandThicknessCPK1.33.--Trialrunmin.3lots(eachlots30pcs)--QSMCSQEinvolveeachCPKreportReview.--Allreliabilityshouldbepassed.PaintingApplicatorsTrailrunprocessflowchartYieldratebuildingCPKContinuesTrialRunbuilding--.colorandthicknessSpecandCPK.in--.reliabilitytestingpassed.--.yieldratecansupportRTS.Trailrunok--BeforeRTS3Ktrialrunsafetylaunch--AfterRTS5KMPsafetylaunch.--Safetylaunchwithissuehighlight.withFAandCAperday.试漆PROCSS流程Spec.PMPcreationSafetylaunchbuilding----Colorchip----PDSandCosmetic&testingSpec.----PaintingratioviscositySpec.--Trailrunmin.100pcsforyieldrate--Yieldratemeettarget.--Top5issuewithFAandCA.--BasedontrailrunresultcreatePMP.--Paintingratioandviscosityparameter.--FAIandIPQCcheckitems.--Flashtime&oventemp.andtime.--Paintingparameter.--Reliabilitytestingandcolor&filmbuilding.--Co-workwithTFCIQCtocreateSOPandSIP--CustomerSpec.andQCandprocesskeypoint.PaintingApplicatorsTrailrunsystemflowchartYieldratebuildingSIPandSOPcreation--.colorandthicknessSpecandCPK.in--.reliabilitytestingpassed.--.yieldratecansupportRTS.Trailrunok--BeforeRTS3Ktrialrunsafetylaunch--AfterRTS5KMPsafetylaunch.--Safetylaunchwithissuehighlight.withFAandCAperday.试漆SYSTEM流程SupplierPaintSafeLaunchStatusExampleofReportingformatProductXPaintingSafeLaunchPlanLinenumberLocationProductNameUnitsCummTotalUnitsCummTotaldailydeltaCummdeltaGateActualGateActualGateActualGateActualGateActualGate80.0%90.3%85.0%90.0%92.0%92.0%94.0%80.0%93.6%85.0%90.0%92.0%92.0%94.0%80.0%85.7%85.0%90.0%92.0%92.0%94.0%51.2%72.4%61.4%0.0%72.9%0.0%77.9%0.0%77.9%0.0%83.1%1.330.221.331.331.331.331.331.338.711.331.331.331.331.331.332.421.331.331.331.331.331.331.371.331.331.331.331.331.331.371.331.331.331.331.331.332.221.331.331.331.331.33PilotBuildQty=3730Phase3(date)Phase4(date)Phase5(date)Phase6(date)GlossCpKRoughnessCpKPhase1(date)Phase2(date)ColorLCpKColorACpKColorBCpKThicknessCpKIPQC1(Process1)IPQC2(Process2)Process3TestPoint3(FPY)CriticalProcessess-25417645622012202820Delta-25443028022010001600055455400000010102201220282028022010001600Plan300430300730Actual5540554Phase1(10/21)Phase2(11/25)Phase3(12/4)Phase4(1/6)Phase5(1/13)Phase6(1/20)PilotBuildQty=3730SupplierXIssueStatusOwnerEstimatedCompletionDateCause/ActionSomewheredidn'thavepaintCompal-SQE11/15/2002Theglovesoftheoperatorsweremadebycotton.Operatorsdidn'tfollowtheprocessthatbeendefinedCompal-SQE11/16/2002InSOP,mainlydefinethemethodofoperation.Trainingtheoperatorbythelineleaderabouthowtopreventscratch.Total--------NewYieldafterimplementationCorrectiveActionTrackingLogExampleofReportingformatCustomer/客戶制造流程ProcessFlowCharacteristics方法MethodsNo.PhaseofProductionProcessParametersMeasurementMethod抽樣方法SampleAnalysisMethods產品狀況制程參數測量方法大小Size頻率Frequency分析方法(記錄表單)Cpk9涂裝調漆碼表量杯黏度杯N/AA.涂料B.硬化劑C.稀釋劑D.濃度比A.一色XPM-60360S二色XPM-21332涂料B.GXH60266硬化劑C.M850-59572稀釋劑D.4:1:1.5目測電子秤+量杯1逐桶涂料用量對照表(TS-PR-65A1N/A退貨﹐重工﹐報廢10前處理噴風槍(編號0110-0203或0204-0209)N/AA.外觀B.結構依SOP(AQ-QUA-JM2007)目測﹐樣品整批全檢作業標准書(AQ-QUA-JM2007)N/A停線﹐報廢﹐重工11涂裝(面漆)ABB機器人(R-01)A;霧化壓力:5±2barB.噴幅壓力:5±2bar
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 relaxskysz
relaxskysz
本文标题:品质管理(世界500强企业广达电脑)经典作品
链接地址:https://www.777doc.com/doc-3213482 .html