您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 四、锅炉安装维修单位资料
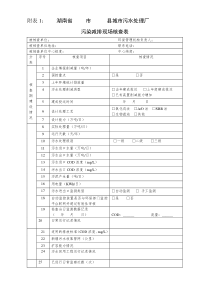
锅炉安装维修单位管理资料汇编序号名称页次备注1工商营业执照(复印件)自备2国税、地税、税务登记(复印件)自备3组织机构代码(复印件)自备4质量手册、管理制度、工艺自备5办公室、仓库、产权证或租赁合同自备6技术人员一览表17特种作业人员一览表(包括焊工、电工、起重指挥、管道工、司炉工、无损检测人员)28设备及计量器具一览表39焊工工艺评定一览表或目录410安全技术规范、规定、标准目录511锅炉安装维修目录612安装单位应建立:(1)、特种作业人员档案(2)、材料台帐(3)、设备台帐及档案(4)、计量器具台帐及档案(5)、锅炉安装维修台帐(6)、用户服务台帐(7)、质量工作例会记录自备13日常管理所需表格:(1)、材料验收及入库单(2)、材料领用单(3)、材料代用单(4)、焊条验收回收记录(5)、焊条发放回收记录(6)、焊条库温湿度记录(7)、焊条烘焙记录(8)、计量器具验收单(9)、设备、计量器具报修、验收单(10)、质量问题验收单(11)、用户回访单789101112131415161714附录:(1)焊接工艺卡(2)焊接工艺规程(3)焊接工艺指导书18192015承诺书自备技术人员一览表作业项目姓名身份证编号学历所学专业职称备注3特种作业人员一览表作业项目姓名学历持证作业设备及计量器具一览表序号设备名称设备编号制造厂名保养责任人设备状态备注123456789101112131415焊接工艺评定一览表序号焊接工艺评定编号材质规格焊接方法焊接材料覆盖范围备注123456789101112安全技术规范、规定、标准目录序号资料名称备注锅炉安装维修目录工程项目竣工日期级别品种(型式)型号(参数)名称数量使用单位监检单位材料报验和入库单来料日期入库编号材料名称及牌号规格数量质保编号外观质量炉(批)号化学成分机械性能材料员材料责任人日期领料单材料名称及牌号规格数量入库编号工程编号领料员材料责任人日期材料代用单材料名称设计单位项目名称总图号分图号材料名称材料代用原因申请代用材料项目负责人工艺员工艺负责人质保工程师建设单位意见代表签字:日期:设计单位意见代表签字:日期:11焊条发放回收记录年月日管理员焊接检验员(责任师)年月日焊缝编号焊工钢印焊条牌号焊条批号领用数量回收数量12焊条库温湿度记录月日上午时下午时备注温度℃相对湿度﹪温度℃相对湿度﹪记录人:焊接检验员(责任师)年月日13焊条烘焙记录焊条牌号焊条批号焊条质保书编号月日数量㎏烘焙温度℃烘焙时间:起至:保温温度℃备注记录人:焊接检验员(责任师)年月日设备、计量器具验收单年月日名称编号型号规格制造单位验收要求:验收结果:验收人员:设备、计量责任师:15质量问题联系单工程名称不合格品名称规格×数量产品质保书号供方名称不合格品内容:建议:回用返修报废检验员:年月日审核意见:交作回用返修报废处理检验责任师:年月日批准重新评审处理意见质保工程师:年月日处理结果相关部门负责人/相关条线责任师:年月日16供方推荐表推荐人:推荐企业名称企业性质地址电话邮编企业人数产品/协作项目主要生产设备(型号、规格、数量):已有试验设备和检测设备:主管部门意见:不同意试行协作试行协作的条件和期限:试行结论:部经理:日期:17用户回访单服务台帐编号:工程名称联系人存在问题:评价:签名:年月日18焊接工艺指导书单位名称焊接工艺指导书编号日期焊接工艺评定报告编号焊接方法机械化程度(手动、半自动、自动)焊接接头:简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)坡口形式:衬垫(材料及规格)其他母材:类别号组别号与类别号组别号相焊及标准号钢号与标准号钢号相焊厚度范围:母材:对接焊缝角焊缝管子直径、壁厚范围:对接焊缝角焊缝焊缝金属厚度范围:对接焊缝角焊缝其他焊接材料:焊接类别焊材标准填充金属尺寸焊材型号焊材牌号(钢号)其他耐蚀堆焊金属化学成分(%)CSiMnPSCrNiMoVTiNb其他:注:对每一种母材与焊接材料的组合均需分别填表19焊接工艺规程单位名称批准人焊接工艺规程编号日期焊接工艺评定报告编号焊接方法手工电弧双面焊机械化程度手工焊接位置平焊母材牌号厚度范围12-18垫板材料焊接接头及坡口形式接头焊缝示意焊接规范焊接方法焊材牌号直径mm焊剂报性焊接电流A焊接电压V焊接速度cm/min其他手工电弧焊Ø3.2反接极100-12020-22手工电弧焊Ø4反接极150-16022-24手工电弧焊Ø4反接极150-16022-24说明1、坡口内及坡口两侧应清除油污及水,坡口两侧100范围内涂上白垩粉。2、接触腐蚀介质的焊缝盖面层应放在最后焊接。3、打底层均采用Ø3.2mm的焊条4、控制层间温度≤60℃后方可焊接后一层焊缝。5、中间层及盖面层采用Ø4mm的焊条,尽量采用直线运条焊接。6、反面用碳刨挑根,应清除碳层,露出金属光泽。7、反面各层采用Ø4mm的焊条。8、清除焊缝两侧的飞溅,并写上焊工钢印。编制日期审核日期20焊接工艺卡项目专业管道焊接编号工艺评定报告编号焊接方法Ws/D焊接位置全位焊接母材牌号管径厚度范围20#Ø89-1144-6焊接材料牌号规格烘焙参数1108Mn2SiAØ2.5J507Ø3.2350℃*1.5h坡口接头型式v钝边p1.0-1.5㎜焊后热处理坡口角度a65±5o组队间隙b1.5-3.0㎜加热温度℃加热速度℃/hr坡口加工机械加工表面清洗保温时间min冷却速度℃/hr预热温度℃层间温度保护气体正面种类Ar电特性钨极流量L/min9-14L/m电流种类极性极性种类规格背面种类直流Ws/正接D/反接铈钨极Ø2.0流量L/min焊接规范参数层次焊接方法焊材型号焊材规格焊接电流A焊接电压V焊接速度mm/min备注1Ws1108Mn2SiAØ2.585-10510±22DJ507Ø3.290-13022±13DJ507Ø3.290-13023±1批准审核编制日期日期日期
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 japankorea
japankorea
本文标题:四、锅炉安装维修单位资料
链接地址:https://www.777doc.com/doc-3252489 .html