您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > §5.2 钻镗类夹具
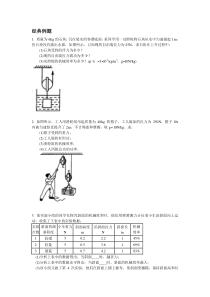
§5.2钻镗类夹具钻床夹具简称钻模,主要用于加工孔及螺纹。它主要由钻套、钻模板、定位及夹紧装置夹具体组成。一、钻夹具的构造种类(1)固定式钻模相对于工件位置保持不变的钻模。这类钻模多用于立式钻床、摇臂钻床和多轴钻床上。(2)回转式钻模(转动夹具)—分卧轴式和立轴式结构。立轴式(3)翻转式钻模没有固定转轴和分度装置的回转式钻模多用于加工过小、过大件或简化夹具,采用翻转式钻模。缺点:装卸工件费时,并且不太方便(4)盖板式钻模特点:没有夹具体(5)滑柱式钻模二、钻套的设计要点1、钻套结构作用:确定定尺寸刀具的轴线位置,并导引刀具,防止加工过程中刀具的偏斜,保证孔系中各孔之间的位置精度。结构:①固定钻套:位置精度高,磨损后不易拆卸,主要用在小批生产的单纯钻孔中②可换钻套衬套与钻模板的配合H7/n6,钻套与衬套:F7/m6、F7/k6。使用过程中磨损后可换,螺钉还能防止加工时钻套转动或退刀时钻套随刀具拔出。主要用于批量较大的钻孔中。③快换钻套配合同②图,当被加工孔需依次进行钻、扩、铰时,由于刀具直径逐渐增大,可使用外径相同而内径不同的钻套来引导刀具,这时使用快换钻套。更换钻套时,将钻套的削边处转至螺钉处,即可取出钻套。钻套的削边方向应考虑刀具的旋向,以免钻套随刀具自行拔出。④特殊钻套斜面钻孔、钻小间距孔、在工件凹陷处钻孔2、钻套导孔尺寸和公差带的选择a)钻套导引刀具非刃部时:取H7/g6、H6/g5、H7/f7;b)钻套导引刀具刃部时:导孔的基本尺寸=刀具最大极限尺寸,公差:钻孔、扩孔取F7;粗铰时取G7;精铰时取G6。图5.23带导柱铰刀1-切削部分2-钻套3-导柱引导长度H:H较大时,刀具在钻套内不易产生偏斜,但会加快刀具与钻套的磨损;H过小时,则钻孔时导向性不好。通常取导向长度H与其孔径之比为:H/d=1~2.5。④钻套下端面与工件加工面之间的空隙S确定加工脆材:S=(0.3~0.6)d加工塑材:S=(0.5~1)d三、钻模板用于安装钻套,并确保钻套在钻模上的正确位置,要求具有一定强度、刚度,以防变形影响影响钻套的位置及导向精度。①固定式钻模板②铰链式钻模板装卸工件方便,尤适于钻孔后需攻丝。但铰链处有间隙,加工孔的位置精度比固定模板低,结构也较复杂。③可卸式钻模板装卸工件必须将钻模板取下时,应采用可卸式钻模板。装卸费时费力,钻孔位置精度较低。④悬挂式钻模板5-5、用钻模加工一批工件20H7的孔,其工步为:⑴用φ18麻花钻孔;⑵用φ19扩孔钻扩孔;⑶用φ19.93铰刀粗铰孔;⑷用φ20铰刀精铰孔达到要求,试确定各工步用钻套内孔直径及偏差。附表3高速钢麻花钻、扩孔钻的直径公差(h8)(mm)钻头直径上偏差下偏差>3~60-0.018>6~10-0.022>10~18-0.027>18~30-0.033>30~50-0.039>50~80-0.046>80~100-0.054附表4高速钢机用铰刀的直径公差(GB1133-84)(mm)铰刀直径直径的极限偏差H7级精度铰刀H8级精度铰刀H9级精度铰刀>5.3~6+0.010+0.005+0.015+0.008+0.025+0.014>6~10+0.012+0.006+0.018+0.010+0.030+0.017>10~18+0.015+0.008+0.022+0.012+0.036+0.020>18~30+0.017+0.009+0.028+0.016+0.044+0.025>30~50+0.021+0.012+0.033+0.019+0.052+0.030>50~80+0.025+0.014+0.039+0.022+0.062+0.036>80~100+0.029+0.016+0.045+0.026+0.073+0.042附表5硬质合金机用铰刀的直径公差(mm)铰刀直径直径的极限偏差H7级精度铰刀H8级精度铰刀H9级精度铰刀>5.3~6+0.012+0.007+0.018+0.001+0.030+0.019>6~10+0.015+0.009+0.022+0.014+0.036+0.023>10~18+0.018+0.011+0.027+0.017+0.043+0.027>18~30+0.021+0.013+0.033+0.021+0.052+0.033>30~40+0.025+0.016+0.039+0.025+0.062+0.040四、工艺孔的应用和钻套位置尺寸的计算在钻斜孔、铣斜槽的定位元件、对刀元件上,为便于加工、检验那些位置精度要求高的斜孔、斜面,特定在夹具某个元件上设置一个精确的圆柱孔作基准孔,称“工艺孔”。sincos2sinHDLX用工艺孔确定钻套位置工艺孔的设置要求(1)该孔位置必须便于加工测量,一般设在夹具体的暴露面上;(2)该孔位置必须便于计算,一般设在定位元件轴线或钻套轴线上,在二者交点最好;(3)工艺孔尺寸应选用标准心棒尺寸。五、镗床夹具镗床夹具也称镗模,主要用于加工箱体、支座等零件上的孔或孔系,保证孔的尺寸精度、几何形状精度、孔距和孔的位置精度。1、镗模的种类一般用镗套作导向元件引导镗孔刀具或镗杆,镗床夹具的种类按导向支架的布置形式分为双支承镗模、单支承镗模和无支承镗模。(1)单支承引导镗杆在镗模中只用一个位于刀具前面或后面的镗套引导。镗杆与机床主轴采用刚性联结,并应保证镗套中心线与主轴轴线重合。此时,机床主轴的回转精度会影响镗孔精度。此种镗模适于加工短孔和小孔。a)为单支承前引导。主要用于D60mm,l/D1的通孔。b)为单支承后引导。主要用于镗削D60mm的通孔或盲孔。h根据更换刀具、装卸及测量工件及排屑是否方便考虑,一般60~100mm。(2)无支承引导(3)双支承引导当工件在刚性好、精度高的坐标镗床、加工中心或金刚镗床上镗孔时,夹具不设置镗套,被加工孔的尺寸精度和位置精度由机床精度保证。镗杆与机床主轴采用浮动联接,镗孔的位置精度决定于镗套的位置精度,与机床精度无关。缺点是:镗杆过长,刀具装卸不便。a为前后双支撑引导,用于加工孔径较大、L/d10的孔,或一组同轴线的孔,而且孔本身和孔间距离精度要求很高的场合。b为双支承后引导,受加工条件限制,不能使用前后双引导结构时,可选此方式。2、镗模的设计要点(1)镗套镗套用于引导镗杆。材料可用铸铁、青铜、粉末冶金或钢等,其硬度一般不应低于镗杆。固定式镗套——外形尺寸较小,且位置精度较高。但易于磨损,多用于速度较低的场合。B型带有润滑油杯,内孔开油槽,定时注油,可适当提高切削速度。回转式镗套:镗套在回转过程中随镗杆一起转动,之间无相对运动,适于高速镗孔或镗杆直径较大。滑动式结构简单、径向尺寸小、回转精度高,但须充分润滑;滚动式径向尺寸大、回转精度低,适于粗及半精加工。>20m/min镗套尺寸及公差镗套长度:直接影响导向,一般取镗杆导向部分直径的2.5~3.5倍;镗套内孔:内孔与外圆同轴度一般Ф0.01;圆度圆柱度0.01~0.002、Ra:内孔0.4~0.2,外圆0.8~0.4;与镗杆过紧会咬死,过松不能保证精度。回转式镗套与镗杆配合选后者,孔加工精度高要用配研使配合间隙最小,≤0.01mm,且低速加工。见下表:(2)镗杆先确定镗孔工具,再设计镗模。镗杆取决于镗套类型、与机床连接方式、润滑条件等。其尺寸精度较高,一般粗镗g6、精镗g5,Ra0.8~0.4,圆度圆柱度≤1/2直径公差,弯曲≤0.01/500。材料一般用45、40Cr,硬度HRC40~45;也可20或20Cr渗碳淬火,硬度HRC61~63;镗模支架用于安装镗套,保证被加工孔系的位置精度,并有承受切削力的作用。支架和底座为铸铁,常分开制造,这样便于加工、装配和时效处理。①镗模支架要求有足够的强度和刚度,在结构上设计较大的安装基面和加强筋;②镗模支架上不允许安装夹紧机构或承受夹紧力,以免支架变形而影响精度。③镗模底座上一般应设有耳座和起吊孔(或起吊螺栓),分别用以安装和起吊镗模;④在镗模底座的侧面,还常常加工出细长的找正基面,用以找正夹具定位元件和导向元件的位置以及找正夹具在机床工作台上安装时的位置。3、镗模支架与夹具体
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 第二眼宝贝
第二眼宝贝
本文标题:§5.2 钻镗类夹具
链接地址:https://www.777doc.com/doc-3315333 .html