您好,欢迎访问三七文档
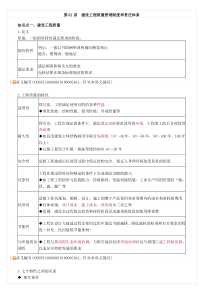
TM-0009F-Mversion02TESLAMOTORSSTANDARDMaterialSpecification:ElectrodepositedZinc-BasedAnti-CorrosionCoatingsPrintedcopiesareuncontrolled.Controlleddocumentsresideelectronically.Individualsinpossessionofanuncontrolledcopyareresponsibleforensuringthattheyareusingthelatestrevisionofthisdocument.©2012TeslaMotors,Inc.Proprietaryandconfidential.PrintDate:12/3/20121of8TM-0009F-MElectrodepositedZinc-BasedAnti-CorrosionCoatingsFasteners,Sheet,PlateProprietaryandConfidentialPreparedbyAlecPezeshkianApprovedbyBenjaminZabikTM-0009F-Mversion02TESLAMOTORSSTANDARDMaterialSpecification:ElectrodepositedZinc-BasedAnti-CorrosionCoatingsPrintedcopiesareuncontrolled.Controlleddocumentsresideelectronically.Individualsinpossessionofanuncontrolledcopyareresponsibleforensuringthattheyareusingthelatestrevisionofthisdocument.©2012TeslaMotors,Inc.Proprietaryandconfidential.PrintDate:12/3/20122of81ScopeThisspecificationestablishesstandardsofquality,performanceanddeliveryconditionforzincandzinc-alloyanti-corrosioncoatingsappliedtovehiclecomponentsbyelectrodeposition.Coatedcomponentsmayalsopossessanyofanumberofsecondarysurfacetreatmentsintendedtoconferlubrication,altertribologicalcharacteristics,sealthebasecoatorprovidecolor.Thisspecificationencompassesavarietyofzincorzinc-alloybasecoatchemistries,delineatedasgradesbelow.Thematerialsspecifiedhereinaresuitableforinteriorandexteriorapplications,pertheguidelinesbelow.Commonsubstratesincludeinternally-orexternally-threadedferrousfastenersandnon-threadedferrouspartsrequiringprotectionincorrosiveenvironments.Zinc-orzinc-alloy-platedpartsshouldnotbeusedinconjunctionwithpolyamide(nylon)6or6,6.Coatingsspecifiedhereinarenotrecommendedforcomponentsoftensilestrengthgreaterthan1000MPa.Basedonapplication,eachspecifiedcoatingmustmeettheaffiliatedcriteriaagreeduponbyTeslaMotorsanditssuppliers.DeviationsfromtherequirementscitedhereinmustbeagreeduponbyTeslaMotorsandtheappropriatesupplier.2ReferencesASTMB117ASTMD543ASTMD610ISO554ISO1463ISO2177ISO2178ISO2819ISO3497ISO4042ISO9227ISO10683ISO16047ISO17025SAEJ2334TM-0009F-Mversion02TESLAMOTORSSTANDARDMaterialSpecification:ElectrodepositedZinc-BasedAnti-CorrosionCoatingsPrintedcopiesareuncontrolled.Controlleddocumentsresideelectronically.Individualsinpossessionofanuncontrolledcopyareresponsibleforensuringthattheyareusingthelatestrevisionofthisdocument.©2012TeslaMotors,Inc.Proprietaryandconfidential.PrintDate:12/3/20123of83RequirementsGeneralGuidelines.Severalcoatinggradesarespecifiedbythisstandard,sortedbychemistryandcorrosionresistance.AlloyingelementconcentrationsmustnotexceedthelimitsnotedinTable1.TABLE1.Allcoatingsystemsspecifiedperthisdocumentmustbefreeofhexavalentchromium.Unlessotherwisenoted,coatingsmeetingthisspecificationmustmaintainfunctionalintegritybetween–50Cand+180C.Allsamplestobetestedmustbeconditionedforatleast24hoursat+23±2Cand50±5%RHpriortotestingperISO554.Defaultvaluesoftemperatureandhumidityaretakentobe+23±2Cand50±5%RH.Ifnotspecifiedotherwise,suchconditionsmaybeassumed.Allprescribedvaluesoftemperatureandhumidityaretargetvalues;variationswithin±2Cand±5%RHofthesevaluesarepermissible,unlessotherwisenoted.Exposuretimeperiodscarryatoleranceof±5minutes.Ifaspecimenmustbetransferredfromonetestenvironmenttoanotherwithinagivencycle,thislapsemaynotlastlongerthanoneminute.Aminimumofthreespecimensmustmeettherequirementsofeachtestcriterionforthisspecificationtobeconsideredmet.CHEMISTRYCOMPOSITIONCORROSIONRESISTANCEGRADE%ALLOYELEMENTMINIMUMHOURSTOREDCORROSIONWHITECORROSION01Zn(unalloyed)---964802Zn(unalloyed)2407203Zn(unalloyed)48012010Zn+Ni10–15100024011Zn+Ni72024012Zn+Ni480---13Zn+Ni240---14Zn+Ni85024020Zn+Fe0.4–0.796---TM-0009F-Mversion02TESLAMOTORSSTANDARDMaterialSpecification:ElectrodepositedZinc-BasedAnti-CorrosionCoatingsPrintedcopiesareuncontrolled.Controlleddocumentsresideelectronically.Individualsinpossessionofanuncontrolledcopyareresponsibleforensuringthattheyareusingthelatestrevisionofthisdocument.©2012TeslaMotors,Inc.Proprietaryandconfidential.PrintDate:12/3/20124of83.1Pre-treatment.Alkalinedegreasingand/orshot-blastingarerecommendedmethodsofsurfacepreparation.Shot-blastingisnotrecommendedforcomponentswithcaptivewashersorinternally-threadedparts.Ifacidiccleaningmethodsmustbeused,onlyacidswithsuitableinhibitorsareallowed;exposuretimetotheacidsolution,aswellastimebetweenexposureandfinalcoating,shallbekepttoaminimum.Acidiccleaningmustbefollowedbyheattreatmentforhydrogeneffusion.Weldseamsshallberemovedofslagandsilicateresiduesthatmayhinderuniformcoating.3.2Post-treatment.Anumberofsurfacetreatmentsmaybeincorporatedintoacomponent“topcoat”,asspecifiedbythepartdrawing.Thetopcoatmustcompletelycovertheelectrodepositedbasecoatwithoutirregularitiesinappearance.Exteriorcomponentswithelectrodepositedbasecoatsrequireaftertreatment.PASSIVATION.Maybecoloredoruncolored.MustnotcontainCr(VI).SEALANTS.Increasecorrosionresistance.Mayincorporatelubricants.Maximum2µmthickness.Mustnotaffectcoatingfunctionalproperties.ORGANICFINISHES/PAINTS.Increasecorrosionresistance.Ma
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 shower1357
shower1357
本文标题:TM-0009F-M [Electrodeposited Zinc Anti-Corrosion C
链接地址:https://www.777doc.com/doc-3335156 .html