您好,欢迎访问三七文档
当前位置:首页 > 电子/通信 > 综合/其它 > 1.6.2 测量技术基础
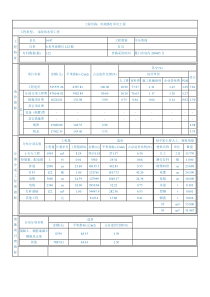
测量技术基础S.1概论S.2计量器具与测量方法S.3计量器具的参数与特性S.4测量器具的选择S.S光滑极限量规S.1概论S.1.1测量技术测量技术包括:测量和检验。机械制造中主要指对零件的几何形状参数的测量和检验,主要包括长度、角度、几何形状、相互位置、表面粗糙度等的测量和检验。1)检验:指对确定被测的几何参数是否在规定的验收极限范围内,判断是否合格。2)测量:将被测量量与作为测量单位的标准进行比较从而确定被测量量的过程3)测量过程的四要素:被测量对象:测量对象主要对象是几何量,即长度,角度,表面粗糙度,形位误差等测量单位:长度法定单位是米导出单位,有毫米、厘米、微米。角度单位用度、分、秒。测量方法:指测量时所根据的原理,以及所用的计量器具和测量条件的总和。测量精度:是指测量结果与真实结果的一致性。在机械测量中,除角度外一般都是用线值表示,因此长度是最基本的几何量。S.1.2长度基准我国法定长度计量基本单位是米(m),机械制造中常用单位是毫米(mm),测量技术中常用微米(μm)。1)米的定义:光在真空中与1/2997924S8S时间内的行程长度,精确度提高到1×1011。2)长度尺寸传递:光波基准→计量器具(量具、量仪)→工件尺寸计量器具要求:有一定的测量精度,并且与长度基准保持一定的传递性。3)量块量块又叫块规,是长度尺寸传递的实物基准,一种平面平行端面器具。作用:用于量仪的校准和检定;用于相对测量是校正量仪或量具零位;用于精密设备的调整和精密件的测量。特点:具有两个精加工平面,具有尺寸精度高,稳定性好,不易变形,硬度高,耐磨性好,精加工面有粘合性。常用铬锰钢制造。精度等级分六级:00,0,1,2,3,KS.2计量器具与测量方法S.2.1.计量器具计量器具是量具,量仪和其它用于测量目的的测量装置的总称。1.量具:指以固定形式复现量值的计量器具。如量块,线纹米尺等。2.量仪:能将被测量量转化成可直接测量的指示值或等效信息的计量器。按结构特点分可分为:卡尺类、微动螺旋类(如千分尺等)、机械类(如百分表、千分表、杠杆表等)、光学机械类(如工具显微镜、光栅尺、投影仪、干涉仪等)、电动类(如电动轮廓仪等)、机电光综合类(如三坐标测量仪等)。3.测量装置:指为了确定被测量值所必须的测量器具和辅助设备的总和。S.2.2测量方法按被测量值是否通过测量示值读出,可分为直接测量法和间接测量法。直接测量又分为:绝对测量相对测量激光扫描:非接触式,精度较低(丝级),可以获得大量数据。工业CT:通过射线对被测物的断层扫描,计算机层析成象检测,精度较低(丝级)。S.2.2测量方法按被测量零件表面与测量仪之间是否有机械力的作用,可分为接触法测量和非接触法测量。按零件上同时被测量参数的多少,可分为综合测量和单项测量。按测量技术在机械制造中的作用,可分为被动测量法和主动测量法。按测量体表面是否与测量头之间是否存在相对运动,可分为静态测量法和动态测量法。三坐标测量机:接触式,精度高(微米级)S.3计量器具的参数与特性量具的标准值:是指量具上标注的量值。计量器的示值:是指计量器具所指示的测量值。刻度:计量器具上指示不同量值的标注组合。刻度间距c:标尺或刻度盘上相邻刻度中心的距离。分度值i:相邻刻度线所代表的量值之差。示值范围:由计量所显示或指示最低和最高值的范围。测量范围:是指测量器具所能测量出的被测量对象的最大值和最小值的范围。灵敏度k:量仪对被测量对象的反映能力k=c/iS.3计量器具的参数与特性测量力:测量中测量头与被测量对象之间的力的作用。修正值:为消除系统误差用代数方法加到测量结果上的值。精度特征指标:示值误差:量具的标称值或示值与被测量之间的差值。示值变动:在条件不变的情况下对同一对象多次测量时其结果的最大差异。回程误差:对同一测量对象进行正反两方面测量时,在同一点上测量结果之差的绝对值。灵敏限(迟钝度):引起量仪示值可观察到的变化的测量值的最小变动量。仪器不确定度:在规定条件下测量时由于测量误差的存在,被测量值的不确定度。用误差极限来表示。S.4测量器具的选择S.4.1测量器具的选用原则1.按被测量对象的外形、位置和尺寸的大小来选择,测量器具的测量范围满足测量要求;2.按被测量对象的尺寸公差来选择量具,测量器具的极限误差满足测量精度要求,又符合经济性要求。S.4.2验收极限的确定由于测量误差的存在,如果用极限尺寸作为验收极限则会出现当真正尺寸大于实际尺寸而发生误收或真正尺寸小于实际尺寸而发生误废现象。误收误废上验收极限误废误收下验收极限下验收极限上验收极限为了保证所判合格零件不超差,国标规定:验收极限从被检验零件的极限尺寸向公差带内移动一个安全裕度A。S.4.3测量器具的选择1.根据测量器具的不确定度允许值u1选择测量器具,所选用的测量器具的不确定度等于或小于不确定度的允许值:u1=0.9A适用于公差在0.009~3.2mm,尺寸小于1000mm的工件。2.以极限尺寸为验收极限,根据检验件的尺寸公差选择器具,通常器具测量极限误差应为被测尺寸公差的1/10~1/3,一般取1/S。3.当选用量具达不到规定的安全裕度时,在一定范围内可以采用大于u1的数值u1’,但扩大了安全裕度:A’=u1’/0.9其中u1’为所选量仪的不确定度,且要求A’不超过尺寸工差的1S%。S.S光滑极限量规光滑极限量规是指检验孔和轴用的极限量规。适用范围:光滑极限量规标准GB19S7—81适用于检验国标《公差配合》(GB1800~1804—79)中规定的基本尺寸至S00mm,公差等级IT6~IT16的孔和轴。S.S.1光滑极限量规的特点和种类1.特点:光滑极限量规是一种无刻线的专用量具,多用于大批量生产。(1)塞规:用于检验孔的量规,如果塞规的通端(孔的最大实体尺寸Dmin)通过检验孔,而止端(孔的最小实体尺寸Dmax)未通过则孔合格。(2)环规或卡规:用于检验轴的量规,如果通端(轴的最大实体尺寸dmax)通过检验轴,而止端(轴的最小实体尺寸dmin)未通过则轴合格。因此通规和止规成对使用。DminDmax通规止规检验孔的塞规dmindmaxTZ通规止规测量轴的卡规2.量规的种类(1)工作量规:操作者工作时使用的量规。对于合格的零件通规(T)通过,止规(Z)不通过。(2)验收量规:用于验收部门检验产品所用。通常是磨损较多的工作量规,尺寸接近工件最大和最小实体尺寸,以免把操作者认为合格的零件判定为不合格。(3)校对量规:用于检验工作量规是否制造合格或使用过程中是否达到磨损极限的量规。塞规检验较方便,无校对规,只有卡规或环规有校对规。检验卡规通规的校对量规称为校通一通代号TT,检验卡规止端的校对量规称为校止一通代号ZT,只有TT通过ZT通过卡规才合格。用于检验通规磨损极限的量规称为校通一损TS,使用时不通过被检验量规为合格。S.S.2光滑极限量规的设计1.设计原则光滑极限量规的设计应遵循泰勒原则(孔或轴的作用尺寸不允许超过最大实体尺寸)。(1)通规用于检验孔和轴的作用尺寸,它的测量面理论上应具有和被检验孔和轴相应完整的表面,尺寸等于被检验孔和轴的最大实体尺寸,长度等于被检验孔和轴的配合长度。(2)止规应用控制被检验孔和轴的实际尺寸,它的测量面理论为两点状,其两点状的尺寸等于被检验孔和轴的最小实体尺寸。MMSLMSy(a)(b)(c)(d)(e)x(b)点状通规(c)工件(e)全形止规1为实际孔2为孔公差带()全形通规(d)两点状止规(3)通常由于制造和使用等方面的原因不能完全符合泰勒原理,在加工方法保证形状精度时,允许使用偏离泰勒原理的量规,如通规的长度短一些,使用球端杆规等。TT2.量规的公差带国标规定光滑极限量规公差带,其中T为工作量规的制造公差,Z为是通规公差带位置要素Tp为校对量规的制造公差。国标规定Tp=1/2T,量规的公差带必须全分布在工件公差带内。止规通规孔公差带孔用工作量规公差带图z轴公差带轴用工作量规及其校对量规公差带图通规止规3.量规工件尺寸的计算(1)根据工件尺寸和公差要求查出孔或轴的上下偏差,计算最大实体尺寸和最小实体尺寸。(2)根据被检孔轴基本尺寸和公差等级分别查出T,Z以及Tp。(3)画出量规公差带图,标出工件和量规的各种尺寸及极限偏差,最大实体尺寸,最小实体尺寸。(4)确定量规的工作尺寸,量规的工作尺寸是以其自身的最大实体尺寸为基本尺寸,并标注上下偏差。塞规:es=0,ei=-T或Tp环规:EI=0,ES=+T量规的极限尺寸mm工件量规量规公差/μmZ/μm量规定形尺寸mm最大最小量规的工作尺寸/mm通规3.45φ20.φ20.0067φ20.003300034.00067.20孔033.00820H止规3.4____φ20.033φ20.0330φ20.029600034.00330.20通规2.43.4φ19.980φ19.9778φ19.97540024.009574.19止规2.4____φ19.959φ19.9614φ19.95900024.009590.19TT量规1.2____φ19.980φ19.9766φ19.975400012.09766.19ZT量规1.2____φ19.959φ19.9602φ19.959000012.09602.19轴020.0041.0720fTS量规1.2____φ19.980φ19.9800φ19.978800012.09800.19例:计算Ф20H8/f7孔与轴用各种量规的工作尺寸。2.41.21.21.2通规止规3.4f7-20.0-21.2-23.4-24.6-39.8-41.0-22.2-24.6-41-41.0-38.6止规H8通规3.4+33.0+29.6+6.7+3.35Ф20MMSLMS量规的极限尺寸mm工件量规量规公差/μmZ/μm量规定形尺寸mm最大最小量规的工作尺寸/mm通规2.43.4φ19.980φ19.9778φ19.97540024.009574.19止规2.4____φ19.959φ19.9614φ19.95900024.009590.19TT量规1.2____φ19.980φ19.9766φ19.975400012.09766.19ZT量规1.2____φ19.959φ19.9602φ19.959000012.09602.19轴020.0041.0720fTS量规1.2____φ19.980φ19.9800φ19.978800012.09800.192.41.21.21.2通规止规3.4f7-20.0-21.2-23.4-24.6-39.8-41.0-22.2-24.6-41-41.0-38.6止规H8通规3.4+33.0+29.6+6.7+3.35Ф20MMSLMS4.光滑量规的结构S.S.3光滑极限量规的使用1.测量的标准条件:国标规定测量的标准条件为温度为20℃,测量力为零。实际测量中如果测量偏离此条件应根据相应的公式修正。测量力误差修正:Y变形量,F测量力,d接触直径,K系数由接触材料和形状等因素综合而定。2.使用泰勒原则检验工件尺寸时,为了尽量避免误判,要求通规应在工件的全长内沿圆周的几个位置上检验;孔的止规应在孔的两端检验,轴用止规应沿轴的不同位置检验。)(32mmdFKY
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 zhongming007
zhongming007
本文标题:1.6.2 测量技术基础
链接地址:https://www.777doc.com/doc-3378415 .html