您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 酒店餐饮 > 合肥紫泉饮料灌装技术
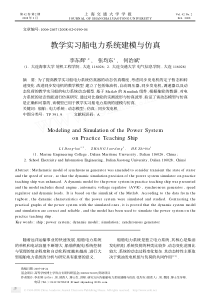
饮料灌装常见问题简析主讲:李海峰常用灌装阀结构原理及液位控制瓶传递及瓶口残留控制封盖原理及高歪盖控制常见故障及排除方法0204一、常用灌装阀结构原理及液位控制1、SIG灌装阀(STILLJET)•1)开阀:•空瓶提升与阀密封后,阀开启控制块被动打开,开始灌装过程.一、常用灌装阀结构原理及液位控制•1、SIG灌装阀(STILLJET)•2)灌装过程:•阀被动打开后料液通过开启控制经分流伞沿瓶壁缓慢流向瓶内.对泡沫比较敏感的产品要注意控制流速和分流伞的效果.一、常用灌装阀结构原理及液位控制1、SIG灌装阀(STILLJET)3)灌装结束料液循环当瓶内的物料液位将回气针的头部覆盖后,因饮料截断回气,瓶颈处气体压力加大而停止进液,达到控制灌装液位的目的.一、常用灌装阀结构原理及液位控制1、SIG灌装阀(STILLJET)4)阀关闭复位:当灌装结束后,轨道凸轮将提升气缸下压,灌装阀靠开启控制的弹簧复位,将灌装阀关闭,同时阀上灌装针内的物料也流向瓶内.一、常用灌装阀结构原理及液位控制2、影响灌装阀灌装的因素(SIG)1)提升气缸密封,保证开阀到位(提升气缸的压力2.5-4BAR).2)瓶口与瓶口密封垫的密封情况,瓶口与灌装阀密封垫不密封会出现满口灌装。3)灌装阀开启控制块上下活动的灵活。4)分流伞的位置和大小,38瓶口/¢20mm;28瓶口/¢16mm5)灌装速度引起泡沫影响(高位槽液位和波动;阀开启控制块通径大小等)提升气缸密封圈阀开器控制块瓶口密封垫灌装针进瓶星轮应高于挂瓶板下口1—1.5毫米,瓶子经星轮传递到挂瓶板位置,支撑环应轻松进入挂瓶板U型槽内,U型槽的上、下都不应触碰,否则会产生严重后果而造成浪费二、常见问题及解决办法二、常见问题及解决办法1、支撑环受伤或断裂2、挂歪瓶或掉瓶3、瓶颈受伤4、液位不够控制凸轮二、常见问题及解决办法解决办法:1、调整注入阀运行凸轮高度调节螺栓,使挂瓶板在合适的高度2、调整进瓶护板横向位置3、调整进瓶星轮底部长螺杆控制凸轮凸轮高度调节螺栓调节螺栓三、瓶传递及瓶口残留控制瓶口的霉变是瓶口有料液残溜,通常在灌装液位正常情况下,产生的主要原因是传递的平稳性差,在瓶传递过程中有溅液,其次是冲瓶口水效果不佳所至三、瓶传递及瓶口残留控制1、影响瓶传递跳液的因素(1)星轮传递交接的高低过度星轮与旋盖机的交接除了前后对准不错位外,还要求高低的顺差(以针尖算)应该在0.3—0.6mm之间。接送的前后两块小护板之间间隙不能太大以免晃动大而抖出料液,但也要让瓶子可以轻松转动。间隙在03--0.5mm左右为好)三、瓶传递及瓶口残留控制1、影响瓶传递跳液的因素(2)星轮上下有跳动星轮本身的变形及星轮轴承及传动万向节的损坏均会引起星轮上瓶子的跳动三、瓶传递及瓶口残留控制2、冲瓶水装置2)冲瓶水的压力:冲瓶水的供水需要单独供给,保证压力在2.5bar以上,同时一根¢12的尼龙进水管最多只能连接4只喷嘴。目前很多公司同一根水管连接很多喷嘴,虽然供水压力达到要求,但连接的喷嘴太多,实际喷嘴的喷水压力偏低,达不到冲瓶效果三、瓶传递及瓶口残留控制2、冲瓶水装置3)喷嘴的流量:冲瓶水的流量太大会造成水浪费,溅入瓶口内的水量也会增加。建议选择在2-3bar压力下,流量为0.5-1.5升/分的喷嘴。三、瓶传递及瓶口残留控制2、冲瓶水装置4)喷嘴的结构:喷嘴结构决定了喷水的形状,由于喷嘴只能安装在瓶子运动方向的左右两侧,为使喷嘴喷出水能覆盖到瓶颈的四周。要求选用的喷嘴喷出的水呈伞形角为100-120度.三、瓶传递及瓶口残留控制2、冲瓶水装置5)喷嘴安装的角度和位置:由于公司内的大部分灌装机为接触式灌装,这样不可避免在瓶口与灌装阀密封的顶面会有料液,为消除瓶口顶面的残料,要求灌装机出口星轮安装的第一对喷嘴角度与水平向上成30度角,让喷出的伞型水上部能扫到瓶口顶面,后面2-3对喷嘴全部呈水平安装,后面一对喷嘴要比前一对喷嘴降低1-2mm左右,保证冲瓶水依次从上到下冲刷瓶口螺纹。同时为让喷嘴喷出的水在碰到瓶子前有一定的散开角度,喷嘴头部与瓶颈的距离为15mm-20mm。每只喷嘴的间隔距离60-100mm三、瓶传递及瓶口残留控制2、冲瓶水装置6)喷嘴安装数量及位置:(1)封盖机上的安装位置:在瓶子已完全从星轮过渡到封盖机的月牙板上但处在盖子将瓶口盖住前的角度范围内,内外侧安装3对喷嘴,安装时注意内侧、外侧喷嘴不要正对,需要错位安装。(2)在灌装和封盖间的过渡星轮上根据生产线速度的不同安装3-4对喷嘴,每只喷嘴的间隔距离6-8cm,注意喷嘴同样需要错位安装。此角度区域内安装3对喷嘴此区域内安装3-4对喷嘴灌装与封盖间过渡星轮封盖机封盖出口星轮四、封盖原理及高歪盖控制控制1、封盖机原理和核心部件封盖是由封盖头抓着盖子围饶封盖机主轴沿凸轮轨迹上下运行(公转)同时旋盖头也进行自转,在每个封盖头在周向一圈内完成抓盖-封盖-提升(抓盖)的循环过程。由于盖和瓶口螺旋线的结构不同在封盖机设计时考虑了不同的封盖头自转速度及凸轮轨道的下降曲线,严格上说高盖和歪盖是不同的力所造成的,封盖头扭距的大小跟歪盖没有直接关系,封盖头扭距的大小及顶压的大小跟高盖有直接关系。目前公司内热灌装使用的28盖为单头螺旋线盖,此盖螺旋线长、螺距较小封盖时封盖头的自转速度要求相对高一点,但此盖由于本身螺旋导向性好产生歪盖的几率相对要小。四、封盖原理及高歪盖控制1、封盖机原理和核心部件1)封盖头总成2)封盖凸轮轨迹3)调节封盖头转速差速电机4)瓶子和盖子传递定位部件顶压旋盖头止旋刀护板旋盖机构造图四、封盖原理及高歪盖控制四、封盖原理及高歪盖控制2、高歪盖影响因素1)封盖头与月压板的同心度尺寸B为瓶口外护板在瓶盖与瓶口刚接触时应与止旋刀刀尖处于水平,在封盖过程中低于止旋刀刀尖的距离。B值一般在0.5----1mm之间。四、封盖原理及高歪盖控制2、高歪盖影响因素1)封盖头与月压板的同心度封盖轴(不包括抓盖头)转动偏心控制在0.5mm以内(包括轴因撞击后的扭曲和铜套磨损后产生的间隙);封盖头(包括抓盖头)与月压板的转动偏心控制在1mm以内。瓶身与月牙板同心度控制在1.5mm以内.四、封盖原理及高歪盖控制2、高歪盖影响因素2)抓盖头抓盖的松紧。抓盖头的内径尺寸检验,抓盖头先不装弹珠将盖按抓盖的位置放到位,此时盖子能自由滑出但不能周向转动。再装入抓盖弹珠用手试抓盖能轻松滑入,抓到位的盖用手轻拉不会滑出(即生产时不会掉盖)四、封盖原理及高歪盖控制2、高歪盖影响因素3)抓盖头抓盖高度。在正常抓盖过程中盖进入抓盖头的深度以防盗圈上沿与抓盖头下边平齐为准.2、高歪盖影响因素3)具体调整方法为点动封盖机将盖抓上,当抓盖头脱离托盖板后停机,检查盖子进入抓盖头深度是否合适、防盗圈是否有破损或变形等情况,再用手将盖外抓盖头内推,应有1mm余量四、封盖原理及高歪盖控制四、封盖原理及高歪盖控制2、高歪盖影响因素3)封盖头自转速度在灌装机正常核定速度运行时,28热灌装盖200转/分左右;38盖100转/分左右,32盖80转/分左右,但需注意不产生高盖为原则尽量降低封盖头转速.四、封盖原理及高歪盖控制2、高歪盖影响因素4)封盖头顶压28盖采用120-160kgf(N)左右的顶压弹簧(封盖头安装好后的顶压弹簧压缩力);38盖采用250-310kgf(N)左右的顶压弹簧。32盖采用150-250kgf(N)左右的顶压弹簧。四、封盖原理及高歪盖控制控制2、高歪盖影响因素5)封盖头扭矩设备上封盖头扭距设定:单片38mm盖27-30lb.in左右,单片28mm盖15-20lb.in左右,在生产过程中考虑轴承等动态因素的影响根据产品最终扭矩做适当修正•1、抓盖头尺寸过大\瓶盖外径过小:•2、止旋刀磨损、致使瓶子打滑:•3、静扭矩不足:•4、顶压不足:•5、瓶口螺纹外径过大:•6、瓶盖螺纹变形:四、封盖原理及高歪盖控制控制高盖产生原理四、封盖原理及高歪盖控制控制歪盖产生原理•1、拨盖盘位置与取盖头错位:•2、止旋刀位置与护瓶星轮错位:•3、封盖头轴承卡死:•4、顶压过大:•5、封盖行程下压速度过快:四、封盖原理及高歪盖控制控制漏盖产生原理•1、电眼位置移动•2、取盖头弹珠掉落•3、取盖头弹珠卡死•4、取盖头踢盖杆弹簧卡死或弹簧断裂•5、取盖位置不对断桥断裂产生原理四、封盖原理及高歪盖控制控制•1、瓶口螺纹外径过大:•2、封盖头和瓶口位置不对:•3、顶压、扭矩过大:•4、盖子储存温度环境过低:•5、盖子质量问题(盖子切割不佳)开启扭矩不稳定的产生原理四、封盖原理及高歪盖控制控制•1、瓶盖\瓶口尺寸公差不稳定:•2、止旋刀磨损:•3、封盖头轴承磨损:•4、封盖头中磁环松动:•5、封盖行程不足:
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 carlted
carlted
本文标题:合肥紫泉饮料灌装技术
链接地址:https://www.777doc.com/doc-340655 .html