您好,欢迎访问三七文档
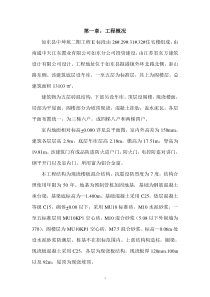
磨料/表面轮廓比较表(磨料代码采用SAEJ4444:1984)25µm表面轮廓37.5µm表面轮廓50µm表面轮廓62.5µm表面轮廓70/100µm表面轮廓30/60目硅砂G-80钢砂S-110钢丸*80目石榴石100目氧化铝砂20/40目煤渣16/35目硅砂G-50钢砂S-170钢丸*36目石榴石50目氧化铝砂12/40目煤渣16/35目硅砂G-40钢砂S-230钢丸*36目石榴石36目氧化铝砂12/40目煤渣8/35目硅砂G-40钢砂S-280钢丸*16目石榴石24目氧化铝砂10/40目煤渣8/20目硅砂G-25钢砂S-330或390钢丸*16目石榴石10/40目煤渣G80的规格为:0.2-0.4S110的规格为:0.3-0.6G50的规格为:0.3-0.6S170的规格为:0.4-0.8G40的规格为:0.6-1.0/0.4-0.8S230的规格为:0.6-1.0G25的规格为:0.8-1.25S280的规格为:0.8-1.25S330的规格为:0.8-1.25S390的规格为:1.0-1.6喷砂至SA2.5的生产率的实例(7公斤压力,9.5mm直径的喷砂嘴)磨料磨料消耗生产率意见16/40目硅砂12.7kp/sq.m26sq.m/hr35µm表面轮廓;灰尘12/30目碎燧石17.6kp/sq.m15sq.m/hr75µm表面轮廓50/100目十字石15.1kp/sq.m27sq.m/hr10-15µm表面轮廓16/40目煤渣15.1kp/sq.m21sq.m/hr60-70µm表面轮廓;灰尘16/40目铜矿渣15.1kp/sq.m24sq.m/hr50µm表面轮廓36目石榴石*17.6kp/sq.m20sq.m/hr35µm表面轮廓,灰尘很少36目氧化铝*15.1kp/sq.m25sq.m/hr35µm表面轮廓,灰尘很少G-40钢砂26.8kp/sq.m17sq.m/hr60-70µm表面轮廓,没有灰尘*这些磨料可以再用。不同喷砂标准的生产效率MethodProductionrateAbrasiveusedSa390sq.m5600kgSa2.5140sq.m4500kgSa2230sq.m3600kgSa1480sq.m3000kg不同喷嘴压力的磨料消耗率喷嘴尺寸4.2公斤4.9公斤5.6公斤6.3公斤7.0公斤8mm2.5242202.8327422.53.1630425.53.53335283.8436830.5AirSandHP9.5mm3.53346284391324.5435564.8547738.55.552244AirSandHP11mm4.76467385.4453343.56.0959448.56.7365653.57.1171856.5AirSandHP12.5mm6.28605507.06685567.8576162.58.65841699.4691775AirSandHP16mm9.959698011.310979012.6121810014.1137411215.351472122AirSandHP19mm14.1138411216156612718174014319.4190615421.952087175AirSandHP表4及表5分别为国产铸钢砂、钢丸与美国MIL-S-815C钢砂尺寸对照表;表6为喷抛射除锈常用的磨料的类型及其用途。国产铸钢砂与美国MIL-S-815C钢砂尺寸对照表表4国产钢砂MIL-S-816C钢砂钢砂号所在号筛区间(目)相对应筛孔尺寸(mm)钢砂号所在号筛区间(目)相对应筛孔尺寸(mm)2.3+10-92.09~2.2710+10-81.999~2.3802.1+12-101.67~2.0912+12-101.679~1.9991.7+14-121.46~1.6714+14-121.410~1.6791.5+16-141.24~1.4616+16-141.191~1.4101.2+20-160.97~1.2418+18-161.000~1.1911.0+26-200.73~0.9725+25-180.711~1.0000.7+42260.40~0.7340+40-250.419~0.7110.4+50-420.31~0.4050+50-400.297~0.419国产钢丸与美国MIL-S-815C钢砂尺寸对照表表5国产钢砂MIL-S-816C钢砂钢砂号所在号筛区间(目)相对应筛孔尺寸(mm)钢砂号所在号筛区间(目)相对应筛孔尺寸(mm)0.8+30-240.60~0.81280+25-200.710~0.841230+30-250.594~0.7100.6+42-300.40~0.60190+35-300.500~0.594170+40-350.419~0.5000.4+50-420.31~0.40130+45-400.351~0.419110+50-450.297~0.17870+80-500.178~0.2793.4钻孔筛底3.0~3.52.8钻孔筛底2.6~3.0930+8-72.38~2.822.4钻孔筛底2.2~2.6780+10-81.999~2.382.0钻孔筛底1.9~2.2660+12-101.679~1.9991.7钻孔筛底1.6~1.9550+14-121.410~1.6791.4钻孔筛底1.4~1.6460+16-141.919~1.4101.2+20-钻孔筛φ400.97~1.4390+18-161.000~1.9191.0+24-200.81~0.97330+20-180.841~1.000喷(抛)射除锈常用的磨料的类型及其用途表6磨料类型尺寸范围硬度(HRC)钢丸钢砂40~5055~60新钢×0.6~1.4(丸)×组装好的新钢××0.6~1.4(丸)0.4~1.0(砂)×××热处理钢×0.4~1.0(砂)×重型钢板×0.8~1.4(丸)×腐蚀了的钢×0.4~1.0(砂)×焊接氧化皮×0.6~0.8(丸)×清扫及喷射×0.6~0.8(丸)×修整工件×0.4~0.7(砂)×修涂层×0.1~1.2(砂)××注:对循环磨料系统来说,磨料的尺寸范围是指操作中形成的混合磨料的尺寸范围。2.非金属磨料非金属磨料包括天然矿物磨料(如石英砂、燧石等)和人造矿物磨料(如熔渣、炉渣等)。天然矿物磨料使用前必须净化,清除其中的盐类和杂质。人造矿物磨料必须清洁干净,不含夹渣,沙子、碎石、有机物和其他杂质。非金属磨料的物理性质见表7;在各种喷射除锈作业中宜采用的矿物类型见表8。非金属磨料的物理性质表7名称硬度(莫氏)形状比重容积密度(kg/m3)颜色游离硅重量(%)含尘量重复使用天然磨料(砂类)硅砂矿物砂燧石拓榴石锆石均密石英石55-06.7~77~87.54圆型圆型尖角尖角立方体尖角2~33~42~344.52.5160220021281232329631602白色可变浅灰粉红白色白色90+590+0090+高中中中低低差好好好好好副产品磨料(渣类)炉渣钢熔渣镍熔渣788尖角尖角尖角2.82.32.7136217621362黑色黑色绿色000高低高差好差人造磨料硅碳氧化铝玻璃球985.5尖角块状球形3.24.02.5168219221602黑色棕色透明0067低低低好好好在各种喷射除锈作业中宜采用的矿物磨料的类型表8名称容积密度尺寸范围硬度16001600粗中等细硬软新钢材组装好的钢材热处理钢重型钢板腐蚀了的钢焊接氧化皮清扫级喷射修整工件维修涂层××××××××××××××××××××××××注:1.粗尺寸的不能通过孔径为850μm的筛孔的磨料;2.中等尺寸的不能通过孔径为355μm的筛孔,但能够通过孔径大于1μm的筛孔的磨料;3.细尺寸的能通过孔径为300μm的筛孔的磨料。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 ghmx000624
ghmx000624
本文标题:磨料与粗糙度的关系
链接地址:https://www.777doc.com/doc-3420370 .html