您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 制造加工工艺 > 数控机床故障诊断与维修实训报告
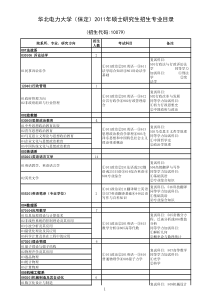
数控机床故障诊断与维修实训报告院系机械工程系__专业___数控技术__学号_____________学生姓名_____________指导教师__张洪强_____完成日期2011年11月25日2目录数控机床维修实训任务书……………………..………………..….3项目一刀架故障维……………………….………………………5项目二滚珠丝杠的间隙微调……………..……………………….6项目三润滑油路的故障维修………………..…………………….9项目四数控机床控制线路………………………………………...11项目五机床主轴故障排除………………………………………...12项目六FANUC0iMate数控系统参数的修改…………………....13实训心得…………………………………………………………….20参考文献…………………………………………………………….213《数控机床维修与维护》实训任务书——数控0902一、实训目的1、知道数控机床的控制原理;2、具备对数控机床的常见故障(实训项目)做出分析并排除的能力;3、具备对数控机床进行日常维护保养的能力;4、培养学生的学习方法能力;5、使学生具备一定的社会能力。二、实训要求1、严格遵守实训指导老师的安排2、对每天的实训内容做笔记记录3、最后每人用A4纸完成实训报告1份(包括:封皮、目录、实训任务具体内容、故障排除过程、实训收获等)三、实训时间及安排实训时间:2011—2012学年第1学期第12至13周(11.11.14至11.11.25)实训安排:以基于工作过程进行实训,把每个项目进行分析、预测、讨论、制定方案、实施、总结。注:在实施每个项目前必须有足够的理论依据。四、实训地点实训B楼:数控技术实训中心五、实训项目1、刀架故障维修1.1刀架在换刀过程中定位不准;1.2刀架不能寻到正确的刀位。2、滚珠丝杠的间隙修调(内循环式)2.1齿差调隙法;2.2垫片调隙法;2.3螺纹调隙法。3、润滑油路的故障维修3.1堵塞引起的故障;3.2泄露引起的故障。4、数控机床的控制线路故障维修4.1数控铣床控制线路;4.2数控车床控制线路。5、数控机床主轴故障排除45.1数控铣床在换刀时抓不住刀具5.2数控车床无法执行“㎜/r”的F进给率指令。6、FANUC0iMate数控系统参数(常用)的修改。7、机床数控化改造方案设计。六、成绩评定根据学生分析故障和排除故障的能力,理论与实践相结合的能力,实习实训中的工作态度综合给出成绩,评定等级分为优、良、中等、合格、不及格五种。指导教师:张洪强11年11月13日5项目一刀架故障维修1-1、刀架换刀过程中定位不准故障现象:在换刀过程中,刀架停止的位置与指定的刀架不配,或与理想的的角度位置有一定的角度偏差。故障分析与排除:刀架回转定位不准应该是机械部分的故障和定位检查元件的原因。1.检查定位销是否灵活,弹簧是否疲劳,此时应修复定位销使其灵活或更换弹簧。2.检查棘轮与蜗杆连接是否断开,若断开,需更换连接销。3.检查其它机械部件是否磨损严重,如不能调整,需整体更换。4.检查霍尔元件与磁铁是否错位,此时应重新调整刀架轴上的锁紧螺母,使四个霍尔元件与感应磁铁逐一对应并锁紧螺母。1-2、刀架寻不到正确的刀号故障现象:在换刀过程中,找不到正确的刀号。故障分析与排除:此故障是因为该号刀位线断路所致。1.用万用表测各刀位的电压,找到该刀位,更换发讯盘或霍尔元件。2.此刀位线号线断路,造成系统无法检查到位信号。检查该刀位信号与系统的连接是否存在断路,正确连接即可。6项目二滚珠丝杠的间隙修调故障现象分析:Z轴运动过程中定位不准,滚珠丝杠与托板存在间隙。故障排除:调整间隙原理是使丝杠上的两个螺母间产生轴向位移,以达到消除间隙和产生预紧力的目的。2-1、齿差调隙法在两个螺母的凸缘上分别有齿数为Z1、Z2的齿轮,且Z1、Z2相差一个齿。在调整轴向间隙时使齿轮脱开内齿圈,令两个螺母同向转过相同的齿数,然后再合上内齿圈。从而实现间隙的调整和施加预紧力。如两齿同向各转过一个齿时,其位移量S=(1/Z1-1/Z2)P这种结构复杂,但调整准确可靠,精度高。2-2、垫片调隙法其结构是通过改变垫片的厚度,使两个螺母间产生轴向位移,从而两螺母分别与丝杠螺纹轨道的左、右侧接触,达到消除间隙和产生预紧力的作用。7这种结构简单,刚性好,但调整费时,且不能在工作中随意调整2-3、螺纹调隙法在两个螺母的凸缘上分别有齿数为Z1、Z2的齿轮,且Z1、Z2相差一个齿。在调整轴向间隙时使齿轮脱开内齿圈,令两个螺母同向转过相同的齿数,然后再合上内齿圈。从而实现间隙的调整和施加预紧力。如两齿同向各转过一个齿时,其位移量S=(1/Z1-1/Z2)P这种结构复杂,但调整准确可靠,精度高。8项目三润滑油路的故障维修润滑油路图故障现象在工件夹紧过程中,工件不能夹紧。故障现象分析与排除首先检查压力表压力是否压力不足,调整压力即可;如果压力不能调到需要的压力值,在检查油管,各个连接油管的单向阀,接头等,是否通顺。经检查不是油路问题,检查液压泵是否工作正常,最终发现时液压泵提供的压力不足,修调液压泵即可。立柱。。。。。。。。。左导轨右导轨右压板左压板滚珠螺母分油器(6通)。。。。。。左侧导轨右侧导轨右平导轨分油器(6通)。。。。。。左导轨滚珠螺母右导轨分油器(4通)分油器(2通)铣头工作台。。。左平导轨滚珠螺母分油器(3通)床鞍自动润滑油分油器(3通)9项目四数控机床控制线路4-1、数控铣床综合试验台控制线路KM0KA0QF4VDRIVER驱动模块SPINDLE变频器主轴伺服电机主轴QF1KM0QF3QF2电源开关N电源开关NAQF2电源开关L上QF5电源开关L下380V220VB220VAUVW强电部分104-2、数控车床综合试验台控制线路11项目五数控机床主轴故障排除5-1、数控铣床在换刀时抓不住铣刀故障现象分析:系统发出换刀指令,刀库开始转动,直到找到相应的刀位,然后通过蝶形弹簧松开刀具,完成换刀。如果抓不住刀调整蝶形弹簧即可。5-2、数控车床无法执行“㎜/r”的F进给率指令。数控在加工过程中,执行F每转进给,机床无法执行。检查信号线路,系统指令都完好。测试编码器,把系统F进给改成每分钟进给,机床正常运行,可判断是Z轴编码器损坏,编码器无法测得主轴转速。更换编码器即可排除。12项目六FANUC0iMate数控系统参数(常用)的修改一、常见参数的意义1.stting的意义数据形式:位数TVC:是否进行TV检查(0:不进行;1:进行)ISO:数据输入时的代码为(0:EIA代码;1:ISO代码)INI:输入单位为(0:公制输入;1:英制输入)SEQ:是否进行插入顺序号的自动插入(0:不进行;1:进行)在MDI操作编程时,在各程序段之间,按一个固定的增量之值,系统会自动的插入增量的程序号。1.具体内容数据形式:位数SBZ:停止位数(1:2位)ASI:数据输入时的代码(0:EIA或ISO代码自动识别;1:ASCII代码)NFD:数据输出时,数据前后的进给孔(0:输出;1:不输出)设定值输入/输出设备0RS—23I—C(使用控制代码DC1—DC4)0000SEQINIISOTVC#0#6#7#5#4#3#2#10101NFDASISBZ#0#6#7#5#4#3#2#10102输入/输出设备的检查号131FANUCCASSETTEADADTOR12FANUCCASSETTEADADTOR3设定值波特率(bps)760081200924001048001196001219200二、部分轴参数1.数据形式:字节型数据范围:1、2、3......控制轴数;设定CNC可控制的最大轴参数。注:该参数设定后,需切断一次电源。2.数据形式:字节轴型轴名称设定值轴名称设定值X88A65Y89B660103波特率(常用的)1010CNC控制轴数1020各轴的程序轴名称14Z90C67U85E69V86W87三、坐标参数注:该参数设定后,需切断一次电源。四、软限位OUT:用参数(NO.1322、NO.1323)设定的存储式行程检测2的区域为(0:禁止内侧区域;1:禁止外侧区域)LMS:存储式行程检测切换信号EXLM是否有效(0:无效;1:有效)注:用存储式行程限位切换信号,可以选择哪组设定的禁止区域有效。BFALIRRL3LMSOUTBFALIRLMSOUT1300#7#6#5#4#3#2#1#01220外部工件原点偏移量1221工件坐标系1(G54)的工件原点偏移量1222工件坐标系2(G55)的工件原点偏移量1223工件坐标系3(G56)的工件原点偏移量1224工件坐标系4(G57)的工件原点偏移量1225工件坐标系5(G58)的工件原点偏移量1240在机械坐标系上的各轴第一参考点的坐标值151.禁止区域I:参数NO.1320、NO.13212.禁止区域II:参数NO.1326、NO.1327RL3:行程检测3释放信号,RLSOT3是否有效(0:有效;1:无效)LIR:接通电源回参考点之前,是否进行存储式行程检测(0:进行;1:不进行)五、进给速度参数六、伺服参数注:该参数设定后,必须切断一次电源。OPTx:位置监测器(1:使用分离型脉冲编码器;0:不使用分离型脉冲编码器)APZx:使用绝对位置监测器时,机械位置与绝对位置监测器的位置(0:不一致;1:一致)APCx:位置监测器(0:不使用绝对位置监测器;1:使用绝对位置监测器,即绝对脉冲编码器)环路增益越大,则位置控制的响应越快,但如果太大伺服系统不稳定。1410空运行速度1420各轴快速运行速度1423各轴手动连续进给(JOG进给)时的进给速度1424各轴的手动快速运行速度1425各轴返回参考点的IL速度(碰挡块后的速度)1428各轴返回参考点的速度1825各轴的伺服环增益1826各轴的到位宽度1815APCxAPZxOPTx#0#6#7#5#4#3#2#116机床位置与指令位置的差比到位宽度小时,机床到达指令位置,即认为到位了。注:设定此参数后,必须切断一次电源。七、显示参数注:设定此参数时,必须切断一次电源。SGD:是否显示伺服波形的设定(0:不显示;1:显示)注:如SGD设定为“1”,则不能进行伺服波形以外的图形显示。PWR:NO.100报警(0:用CAN+RESET键清除;1:按RESET键清除)NE8:是否禁止程序号8000~8999号子程序的编辑的设定(0:不禁止;1:禁止)PAR:使用小型键盘时的“(”“)”(0:用;1:不能用)八、编程参数3102SPVHNGITACHIFRHGRMIPM#0#6#7#5#4#3#2#13111NPAOPSOPMSVPSPSSVS#0#6#7#5#4#3#2#13112OPMEAMOMHSGD#0#6#7#5#4#3#2#13116PWR#0#6#7#5#4#3#2#13202NE9NE8#0#6#7#5#4#3#2#13204MKPDXKPAR#0#6#7#5#4#3#2#11828各轴移动中的最大允许位置偏差量,一般设为“10000”1829各轴停止中的最大允许位置偏差量1850各轴的栅格偏移量各轴栅格偏移量/参考点偏移量17DPI;可以使用小数点的控制GSCGSBFCDDPIABSMABDPI3401#7#6#5#4#3#2#1#03731主轴转速补偿18实训心得当今随着工业技术的发展,机械制造行业扮演者越来越重要的角色。在机械制造业中,数控车、铣床占有重要地位。在这次数控维修实训中,主要是对数控机床的系统学习、调平、润滑系统和电路图的分析。内容主要是铣床,因为本学期主要是学习铣床的操作、编程及三维制图。感谢老师在本次实训中的悉心指导,是你的指导把书本上那些枯燥无味的理论变成了颇有趣味的动手操作。在此过程中,还教会了我们很多做人的道理。这次实训我学会了很多,但以后还有很长的学习过程,毕竟我们学到的只是一些皮毛而已。参考文献《数控机床故障诊断与维修》姚道如电子工业出版社《数控原理与应用》马敬然冶金工业出版社19《数控机床》戴裕崴大连理工大学出版社《数控设备故
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 fufu777
fufu777
本文标题:数控机床故障诊断与维修实训报告
链接地址:https://www.777doc.com/doc-3484033 .html