您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 数控车G72、G73祥解
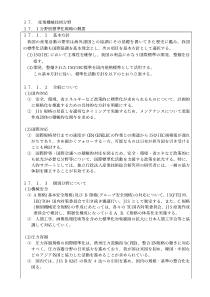
数控车G72、G73指令端面粗加工循环——G72指令格式:G72UΔdRe;(1)G72PnsQnfUΔuWΔwFf;(2)N(ns)……………………;……………………………;(3)N(nf)………………………;指令说明:(1)指定粗加工的进刀量和退刀量;(2)指定定义精加工轨迹的程序段区间,精加工余量和粗加工进给速度;(3)定义精加工轨迹注:该指令的执行过程除了其切削进程平行于X轴之外,其他与G71相同。(G72需用左偏刀切削)例题程序O0005;M03S500;T0101;G0X176Z10;G72W2.R0.5F200;G72P10Q20U0.2W0.2;N10G0Z-55S800;G1X160F120;X80W20;W15;N20X40W20;G70P10Q20;M5;M30;2为左偏刀、3为右偏刀封闭切削粗加工循环——G73精车轨迹:由ns~nf程序段给出的工件精加工轨迹,精加工轨迹的起点(即ns程序段的起点)与G73的起点、终点相同,简称A点;精加工轨迹的第一段(ns程序段)的终点简称B点;精加工轨迹的终点(nf程序段的终点)简称C点。精车轨迹为A点→B点→C点。粗车轨迹:精车轨迹的一组偏移轨迹,粗车轨迹数量与切削次数相同。坐标偏移后精车轨迹的A、B、C点分别对应粗车轨迹的An、Bn、Cn点(n为切削的次数,第一次切削表示为A1、B1、C1点,最后一次表示为Ad、Bd、Cd点)。第一次切削相对于精车轨迹的坐标偏移量为(Δi×2+Δu,Δw+Δk)(按直径编程表示)Δi——X轴粗车总切削量,即总退刀量,单位mm,半径值。Δk——Z轴粗车总退刀量,单位mm。d——重复加工的次数,如R5表示5次切削完成封闭切削循环。ns——精车轨迹的第一个程序段的程序段号。nf——精车轨迹的最后一个程序段的程序段号。Δu——X轴的精加工余量,单位:mm,直径值。Δw——Z轴的精加工余量,单位:mm。F——切削进给速度;注意:1、ns~nf程序段必须紧跟在G73程序段后编写。2、执行G73时,ns~nf程序段仅用于计算粗车轮廓,程序段并未被执行。ns~nf程序段中的F、S、T指令在执行G73时无效,此时G73程序段的F、S、T指令有效。执行G70精加工循环时,ns~nf程序段中的F、S、T指令有效。3、精车轨迹(ns—nf程序段),X轴、Z轴的尺寸不要求单调变化。所以,能加工直径尺寸大小变化的轮廓形状。4、精车轨迹(ns—nf程序段)之间,不能有子程序调用指令。5、Δi和d值的给出要进行计算,给的恰当可以节约时间,切削用量合理。可以用Δi≈(D-d)/2可以用Δi÷ap=d进行匡算。6、ns程序段不要求只有X轴移动。G73封闭切削粗加工循环走刀路线G73封闭切削粗加工循环示意程序:O0007;G99M3S500T0101;G0X190Z10;G73U1W1R3;G73P14Q19U0.5W0.3F0.3;N14G0X80Z2;G1Z-20F0.1;X120W-10;W-20;G2X160W-20R20;G1X180W-10;N19X190;G0X190Z10;G70P14Q19S800;G0X200Z200;T0100;M5;M30;例1例2(P169)例3(P168)
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 jimmy0910
jimmy0910
本文标题:数控车G72、G73祥解
链接地址:https://www.777doc.com/doc-3504222 .html