您好,欢迎访问三七文档
螺丝基础知识简介为优秀的企业提供成功的连接与装配方案概要1.螺丝的有关术语2.螺纹的作用3.螺纹的发展史4.螺丝的加工方式5.冷镦工艺6.常用原材料7.碳钢的分类8.螺丝标准9.螺丝名部位名称及作用10.螺丝头型11.螺丝头部槽型12.螺丝牙型13.螺丝工艺流程14.冷镦成型15.搓牙成型16.热处理工艺简介17.电镀工艺简介18.点胶工艺19.品质检查20.常见品质事故简要分析1.螺丝的有关术语□螺丝、螺钉、螺栓、紧固件的区别□常见的英文表示Screw/Bolt/Fastener(螺丝/螺钉)(螺栓)(紧固件)□螺纹的定义螺纹是一种在固体外表面或内表面上,有均匀螺旋线凸起的形状2.螺纹作用□紧固和连接作用适用于现阶段大部分螺丝产品□传动作用(位移作用)如QC检查尺寸用的千分尺□密封作用如管道的连接密封马达板螺丝杆部直线运动旋转头螺旋运动3.螺纹发展史□机牙螺丝(MachineScrew)□自攻螺丝(SelfTappingScrew)□自钻螺丝(SelfDrillingTappingScrew)3.螺纹发展史□机牙螺纹装配时先在装配物上钻孔攻牙,所攻内牙与螺丝的外牙规格一致,使用较小力矩装配。□自攻螺纹装配时先在装配物上钻孔,不需攻内牙,使用较大力矩装配。□自钻螺纹直接在装配物上使用,螺丝钻孔攻牙一次成型。4.螺丝的加工方式□车削加工(Turning)通过去除材料的方法使材料达到预想之形状优点:加工精度高,无模具限制不足:生产成本高,加工速度慢□锻造加工(Forging)通过外力挤压材料使之发生变形以达到预想之形状优点:生产速度快,成本低,适合大批量生产不足:成形受模具限制,复杂产品的模具费用高5.冷镦工艺□冷镦:是在金属线材不加热的状态下,使用模具借助外力对其挤压变形的过程□冷镦工艺只是锻造工艺的一种6.常用原材料□金属与非金属□金属:铁Fe铜Cu铝Al□铁:碳钢CarbonSteel合金钢AlloySteel不锈钢StainlessSteel□原材料的形态(线材与棒材)□原材料的加工工艺□目前金属材料的来源日本/韩国、台湾、中国内地7.碳钢的分类(CarbonSteel)□按碳在铁中的含量(质量百分比)分类低碳钢碳含量C%:≤0.25%中碳钢碳含量C%:0.25%~0.6%高碳钢碳含量C%:≥0.6%□碳在铁中的作用□为什么低碳钢成为电子类螺丝的首选优点:1.材料普遍易购买2.含碳量低,易于冷镦工艺及后期的热处理加工8.螺丝标准□国家标准GB-国标BS-英标□行业标准SAE-美国汽车工程师学会AISI-美国钢铁学会JCIS-日本照像机工业标准DIN-德国工业标准JIS-日本工业标准□企业标准GE-美国通用汽车标准IBM标准SONY标准9.螺丝各部位名称及作用MMDDHHXXQQLLRRPPdd1d1dYθθh10.螺丝头型□普通头型□复合头型11.螺丝头部槽型□十字槽□一字槽□加减槽□内梅花槽□米字槽□内六角槽□梅花一字槽□三角槽□四角槽12.螺丝牙型□按用途分1.机牙2.塑胶自攻3.金属自攻□按模具的截面形状分1.圆模牙型2.三角牙型□按螺纹尾部形状分1.尖尾2.平尾12.螺丝牙型□机牙□塑胶自攻牙□金属自攻牙截面所呈现的形状12.螺丝牙型□三角牙型的优点1.比圆模螺丝易装配三角形与内孔的接触面减小,以至阻力减小,表现为省力2.稳定性增加三角形本身具有稳定性,不易松动3.成本的节约对于金属件,省去了装配前对装配物先攻牙的工序13.螺丝工艺流程(FlowChart)CCCCCCCCCCCCCCCCCCCCCCCCCCCCCC主要制程附加制程14.冷镦成型□普通螺丝□大变形量螺丝15.搓牙成型光钉活动块固定块15.搓牙成型□搓牙前后的变化冷镦工序之后的光杆牙板挤压后形成螺纹AABC牙板牙板A:冷镦工序后螺杆的外径B:螺纹的底径C:最终期望的螺纹外径16.热处理工艺简介□目的:为使螺丝在冷镦加工后得到更高的硬度和强度□作用:实现对金属的自攻锁付提高金属件机械性能,如抗扭、抗拉、耐磨□分类:渗碳热处理(向金属件中添加碳元素,以提高其表面硬度,针对含碳量低的金属材料)调质热处理(不向金属中添加元素,以温度的变化来改变金属内部结构,以得到更好的机械性能)16.热处理工艺简介□渗碳热处理FeFe渗碳前渗碳后碳原子表层表层芯部渗碳后,会呈现金属件表面硬(碳原子多)而芯部软(碳原子少),从而引出表面硬度和芯部硬度两个指标17.电镀工艺简介□原理通过电化学的原理,使螺丝表面生成另外一种金属,以牺牲这种新的金属来减缓外界对螺丝本体的腐蚀。金属A螺丝基体金属A分解后的离子分解金属A为离子A离子在基体上沉积A离子向基体游动基体覆盖上A金属17.电镀工艺简介□环保电镀(三价铬)一般是指螺丝电镀完另一种金属后,在其表面再经过钝化反应生成一层皮膜,从而提高抗腐蚀性能。一般而言,只有螺丝的表面钝化膜层才涉及到环境管理物质(四种重金属)。螺丝基体螺丝基体螺丝基体金属A皮膜金属A18.点胶工艺(Nylock)□目的:防松内外两种螺纹配合使用时,往往由于各自公差造成螺纹接触间的空隙,螺纹上点胶,是为了填塞这些空隙以减少配合的松动。□检查方法:退出力矩管控外螺纹内螺纹外螺纹内螺纹防松胶19.品质检查□原材料线径/外观/材质/硬度□冷镦工序头径/头厚/光杆外径/光杆长度/R/槽深/头打试验□搓牙工序牙长/牙外径/牙精度/根部空位/导向长□成品检查尺寸、性能20.常见品质事故分析□断裂1.断头2.断杆□打不进(装配困难)□打滑1.头部槽型打滑2.螺纹打滑□装配不到位(产生空隙)□锁不紧(螺钉不能起到紧固作用)□杂钉
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
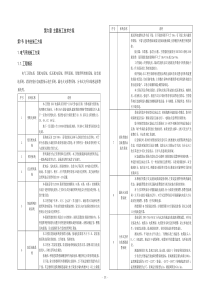





![房[XXXX]41号-《合肥市住宅小区物业服务收费管理办法》](/doc-589788.png)
 song0507
song0507
本文标题:螺丝基础知识简介
链接地址:https://www.777doc.com/doc-3525509 .html