您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 酒店餐饮 > 千分尺检定规程-嘉兴梅林精密机械有限公司企业标准
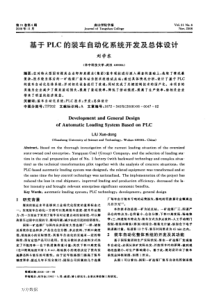
第1页嘉兴梅林精密机械有限公司企业标准千分尺检定规程QJ/ML11-01-20001.目的本规程规定了千分尺检定规程本规程适用于本公司千分尺计量检定2.技术要求和检定方法2.1外观2.1.1要求2.1.1.1千分尺及其校对用的量杆不应有碰伤、锈蚀、带磁或其他缺陷,刻线应清晰、均匀。2.1.1.2千分尺应附有调整零位的工具测量上限大于25mm的千分尺应附有校对用的量杆。2.1.1.3千分尺上应标有分度值、测量范围、制造厂名(或厂标)及出厂编号。2.1.1.4使用中的和修理后的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。2.1.2检定方法:目力观察。2.2各部分相互作用2.2.1要求2.2.1.1微分筒转动和测微螺杆的移动应平稳无卡住现象。2.2.1.2可调或可换测砧的调整或装卸应顺畅,作用要可靠,锁紧装置的作用应切实有效。2.2.1.3带有表盘的千分尺,表针移动应灵活,无卡滞现象。2.2.2检定方法试验和目力观察2.3测微螺杆的轴向串动和径向摆动。第2页2.3.1要求:测微螺杆的轴向串动和径向摆动均不大于0.01mm。2.3.2检定方法2.3.2.1测微螺杆的轴向串动,用杠杆千分表检定,检定时,使杠杆千分表与测微螺杆测微量面接触,沿测微螺杆轴向方向分别往返加力3N~5N。2.3.2.2测微螺杆的径向摆动示用杠杆千分表检定,检定时,将测微螺杆伸出尺架10mm后,使杠杆千分表接触测微螺杆端部,再往杠杆千分表测量方向加力2N~3N,然后以相反方向加力2N~3N,这一检定应在相互垂直的两个径向方向检定。2.4测砧与测微螺杆工作面相对偏移2.4.1要求千分尺测砧与测微螺杆工作面的相对偏移量应不大于JJG21-95标准中的规定。2.4.2检定方法在平板上用杠杆百分表检定,对于测量范围大于300mm的千分尺用百分表检定,检定时借助千斤顶将千分尺放置在平板上,根据JJG21-95要求,调整千斤顶使千分尺的测微螺杆与平板工作面平行,然后用百分表测出测砧与测微螺杆在这方位上的偏移量x,然后将尺架侧转90°按上述方法测出测砧与测微螺杆在另一方位上的偏移量y,测砧与测微螺杆工作面的相对偏移量Δ按下式要求的Δ=√x2+y2此项检定也可用其它专用检具检定。2.5测力2.5.1要求千分尺的测力(指工作面与球面接触时所作用的力)应在6N~10N范围内。2.5.2检定方法第3页用分度值不大于0.2N的专用测力计检定,检定时,使工作面与测力计的球工作面接触后进行。2.6刻线宽度及宽度差2.6.1要求固定套管纵刻线和微分筒上的刻线宽度为0.15~0.20mm,刻线宽度差应不大于0.03mm,刻线盘的刻线宽度为0.20~0.30mm,刻线宽度差应不大于0.05mm。2.6.2检定方法在工具显微镜上检定,微分筒或刻线盘上的刻线宽度至少任意抽检三条刻线。2.7指针与刻线盘相对位置2.7.1要求板厚千分尺刻度盘上的指针末端应盖住刻线盘短刻线长度的30~80%,指针末端上表面至刻度盘表面的距离应不大于0.7mm,指针末端与刻度盘刻线的宽度应一致,差值应不大于0.05mm。2.7.2检定方法指针末端与刻度盘短刻线的相对位置可用目力估计,指针末端上表面至刻度盘表面的距离应用塞尺进行检定,上述检定应在刻度盘上均匀分布的三个位置上进行,指针末端与刻度盘的刻线的宽度差在工具显微镜上检定。2.8微分简锥面的端面棱边至固定套管刻线面的距离。2.8.1要求微分筒锥面的端面棱边至固定套管刻线面的距离应不大于0.4mm。2.8.2检定方法在工具显微镜上检定,也可用0.4mm的塞尺置于固定套管刻线表面上用比较法检定,检定时在微分筒转动一周内不少于三个位置进第4页行。2.9微分筒锥面的端面与固定套管毫米刻线的相对位置2.9.1要求当测量下限调整正确后,微分筒上的零刻线与固定套管纵刻线对准时,微分筒的端面与固定套管毫米刻线右边缘应相切,若不相切,压线不大于0.05mm,离线不大于0.1mm。2.9.2检定方法当测量下限调整正确后,使微分筒锥面的端面与固定套管任意毫米刻线的右边缘相切时,读取微分筒的零刻线与固定套管纵刻线的偏移量。3.工作面的表面粗糙度3.1要求3.1.1外径千分尺和校对量杆的工作面的表面粗糙度Ra应不大于0.05μm,壁厚、板厚千分尺工作面的表面粗糙度Ra应不大于0.1μm。3.2检定方法用表面粗糙度比较样块用比较法检定。4.工作面的平面度4.1要求零级外径千分尺工作面的平面度不大于0.6μm,一级外径千分尺工作面的平面度不大于1μm,壁厚千分尺测微螺杆工作面的平面度应不大于1.2μm,板厚千分尺工作面的平面度应不大于1μm。4.2检定方法用二级平晶用技术光波干涉法检定,对于使用中的可用1级刀口尺用光隙法检定,工作面直径为6.5mm的,距离边缘0.2mm范围内不计,对于8mm的,距离边缘0.5mm范围内不计。5.工作面的平行度第5页5.1要求当外径千分尺锁紧装置紧固与松开时,千分尺两工作面的平行度应不大于JJG21-95规定。5.2检定方法测量上限至100mm的千分尺两工作面的平行度用平行平晶检定,也可用量块检定,零级外径千分尺用4等量块检定,1级外径千分尺,板厚千分尺用5等量块检定,测量上限大于100mm的千分尺两工作面的平行度按JJG21-95规定所示钢球检具检定。两工作面的平行度也可用其他相应准确度的仪器检定。使用平行平晶检定时,依次将4块厚度差为1/4螺距的平行平晶放入两工作面间转动微分筒,使两工作面与平行平晶接触,并轻轻转动平晶,使两工作面出现的干涉条纹数减至最少时,分别读取两工作面上的干涉条纹数,取两工作面上的干涉条纹数目之和与所用光的波长值的计算结果作为两工作面的平行度,利用平行平晶组中每一块平晶按上述程序分别进行检定,取其中最大一组平行度值作为受检千分尺的两工作面平行度检定结果。使用量块检定时,依次按尺寸约为上下限的中间尺寸,间隔为微分筒1/4转的四组量块进行,每组量块以其同一部位与放入工作面间的4个位置上按微分筒分别读数,并求出其差值,以四组差值中最大值作为被检千分尺两工作面的平行度。6.示值误差6.1要求外径千分尺的示值误差应不超过JJG21-95的规定。测量上限大于150mm的外径千分尺可以只检定测微头的示值误差,用5等或相应等的专用量块借助相应准确度的专用检具按0~25mm的千分尺受检点检定,按JJG21-95图所示。测微头各点相对于零点的示值误差不超±3μm。第6页7.校对用的量杆7.1要求校对用的量杆尺寸偏差和两工作面的平行度应不超过JJG21-95的规定。7.2检定方法量杆的尺寸及工作面的平行度在光学计或测长机上采用4等量块用比较法检定,对于平工作面的量杆采用球面测帽在JJG21-95的5点上进行检定,各点尺寸偏差均不超过JJG21-95的规定,5点中的最大值与最小值之差即为量杆两工作面的平行度。对于球工作面的量杆,应用直径为8mm的平面测帽进行检定。8.检定结果处理和检定周期8.1经检定符合本规程要求的千分尺,填发检定结果通知书。8.2千分尺检定的周期可根据使用的具体情况确定。附加说明:本规程由公司计量室提出本规程由仰秋谷负责起草审核/日期:批准/日期:第7页嘉兴梅林精密机械有限公司企业标准指示表检定规程QJ/ML11-02-20001.目的本规程规定了指示表检定规程本规程适用于本公司指示表计量检定2.技术要求和检定方法2.1外观2.1.1要求:指示表的表蒙应透明洁净,不应有气泡和明显的划痕;表盘刻线应清晰平直,无目力可见的断线和粗细不匀;测头上不应有碰伤、锈迹、斑点和明显的划痕,其它表面上不应有脱漆、脱铬和毛刺及影响外观质量的其它缺陷。表上必须有制造厂名或商标、分度值和出厂编号。使用中和修理后的指示表,允许有不影响使用准确度的外观缺陷。2.1.2检定方法:目力观察2.2各部分相互作用2.2.1要求2.2.1.1表圈转动应平稳,静止应可靠,与表体的配合应无明显的松动。2.2.1.2测杆的移动及指针回转应平稳、灵活,不得有跳动,卡住和阻滞现象。2.2.1.3指针应紧固在轴上,测杆转动时,指针不应松动。2.2.1.4紧固指示表装夹套筒后,测杆应能自由移动,不得卡住。2.2.2检定方法试验和观察第8页2.3指针与表盘的相互位置2.3.1要求2.3.1.1指示表的测杆处于自由状态时,调整表盘零刻线和测杆轴线方向重合,此时指针位置应符合JJG34-96的要求。2.3.1.2指示表测杆行程应超过工作行程终点,超过的行程应满足JJG34-96的要求。2.3.1.3转数指针对准任何整转数时,指针位置应符合JJG34-96的要求。2.3.1.4指针末端与表盘刻线方向应一致,无目力可见的偏斜,指针末端上表面至表盘之间的距离应不超过JJG34-96的要求。2.3.1.5指针末端应盖住短刻线长度的30%~80%。2.3.2检定方法在检定仪上逐项观察和试验。指针末端的上表面到表盘的距离可用目力观察,在有争议时用工具显微镜检定,采用5倍物镜,对指针上表面和表盘分别调焦,利用微动升降读数装置或附加百分表读数,两读数之差即为指针末端上表面到表盘刻线面的距离。2.4指针末端及表盘刻线宽度。2.4.1要求:应不超过JJG34-96的要求。2.4.2检定方法:在工具显微镜上检定,应至少抽检任意三条刻线。2.5测头测量面的表面粗糙度2.5.1要求:应不超过JJG34-96的要求2.5.2检定方法:用表面粗糙度比较样块检定,有争议时可用表面粗糙度仪器检定。2.6装夹套筒直径2.6.1要求:直径为∮80-0.015第9页2.6.2检定方法:用1级千分尺检定。2.7测力2.7.1要求:测力应不超过JJG34-96的要求。2.7.2检定方法:用分度值不大于0.1N的测力仪在指示表工作行程的始、中、末行位置上检定,正向检定完后继续使指针转动5~10个分度,再进行反向检定。正行程中的最大测力值即为指示表的最大测力,单向行程中的最大测力值与最小测力值之差即为表的单向行程测力变化,各点的正行程测力值与反行程测力值之差,即为同一点正反向测力变化,均不应超过JJG34-96的要求。2.8示值变动性2.8.1要求:应不超过JJG34-96的要求。2.8.2检定方法:将指示表装夹在刚性表架上,使测杆轴线垂直于平面工作台,在工作行程的始中,末3个位置上,分别调整指针对准某一刻度提升测杆5次,5次中最大读数与最小读数之差即为该位置上的示值变动性,上述3个位置的示值变动性均应不超过JJG34-96要求。2.9测杆径向受力对示值的影响2.9.1要求:不超过JJG34-96的要求2.9.2检定方法:将指示表安装在刚性表架上,使表的测杆轴线垂直于带筋工作台,在测头与工作台之间放置一个半径为10mm的半圆柱侧块(量块附件),调整指示表于工作行程起始位置与侧块圆柱面最高位置附近接触,沿测块母线垂直方向,分别在指示表的前、后、左、右4个位置移动侧块各两次,每次侧块的最高点与表的测头接触出现最大值(转折点)时,记下读数。在8个读数中,量大与最小值之差应不超过JJG34-96的要求,这一检定还应在工作行程的中、末两个位置上进行。第10页3.示值误差3.1要求:百分表的示值误差不得超过JJG34-96的要求,千分表的示值误差不得超过JJG34-96的要求。3.2检定方法3.2.1用光栅式指示表检定仪或百分表检定器检定百分表,用光栅式指示表检定仪或千分表检定仪检定千分表,也可用其它不低于上述准确度的方法检定。3.2.2检定时,先将检定仪和指示表分别对好零件,百分表示值误差是在正反行程的方向上每间隔10个分度进行检定;千分表示值误差是在正反行程的方向上每间隔50个分度进行检定,检定仪移动规定分度后,在指示表上读取各点相应的误差值,直到工作行程终点,继续压缩测杆使指针转过10个分度,接着反向进行检定。在整个检定过程中,中途不得改变测杆的移动方向,也不应对受检表和检定仪作任何调整,决定反行程误差的正负号和正行程的相同。3.2.3指示表的工作行程示值误差由正行程内各受检点误差中的最大值与最小值之差确定。3.2.4百分表任意
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 zy19890313
zy19890313
本文标题:千分尺检定规程-嘉兴梅林精密机械有限公司企业标准
链接地址:https://www.777doc.com/doc-357157 .html