您好,欢迎访问三七文档
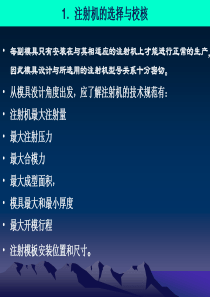
生产线平衡技术及有关问题南京理工大学工业工程系陈杰(J.Chen)教学目的:-了解生产线基本概念的基本特点-掌握生产线平衡技术的有关基本概念和技术术语-掌握单一型装配线的平衡一般方法-了解其他类型装配线生产线平衡技术及有关问题生产线平衡技术及有关问题生产线主要是指按照产品加工或装配的工艺路线布局设备和物流,以流水线的形式组织生产的一种生产组织形式,大部分情况下物料是单件流动方式。如:-某汽车总装和部件装配线;-电视机及电子装配生产线;-发动机向加工生产线;其中,以装配生产线为居多。某企业摩托车发动机生产线生产线平衡技术及有关问题生产线平衡技术及有关问题生产线的主要优点:-生产效率高,适合于大量标准化生产;-生产管理和控制比较简单;-原材料和物料搬运效率高;-生产过程造制品少;-人员培训周期短;-对人员技术要求相对较低;-有利于质量控制。生产线平衡技术及有关问题生产线的主要特点:-使现代管理“3S”原则得以实现(Standardization,SpecializationandSimplification);-生产过程是连续均衡的;-供需之间的顺序固定;-各个工序或工位必须同步、重复完成规定的作业;-对产品或工艺变化的适应性较低。-向柔性化方向发展。生产线平衡技术及有关问题生产线生产系统中人们关注的主要问题:-人员问题;操作人员心理和生理上与装配工作的特点(重复性、单调性和连续性)的适应性。-生产周期的问题;周期长短决定了规定计划周期内生产线的生产能力,如何确定最佳的周期是一个十分重要的问题。-生产线平衡;如何将生产作业分配给沿线各作业站,同时又不违反作业元素执行的顺序限制,各作业站总工作时间不超过选定的周期。生产线平衡技术及有关问题生产平衡有关概念和技术术语-生产线的分类(单一型、混合型和批量型);-作业站;作业站又称为作业工序或工位,是指在一个工作位置上给定的生产作业。-总作业量、总作业时间;一个制品的全部加工或装配作业量为总作业量,总作业时间是完成总作业量需要的时间,仅仅包括直接作业时间。生产线平衡技术及有关问题-平衡延迟;由于作业没有均衡地分配到各个作业站而生产线上出现的空闲时间量就是平衡延迟。平衡延迟或不平衡度表示为:最大作业时间-平均作业时间最大作业时间X100%平衡延迟=生产线平衡技术及有关问题-与周期有关量化计算;周期又可以用生产节拍来表示,即在生产线上单个产品产出的时间,如:每2分钟出产一辆轿车。假设:一个产品在一条单一型生产线上进行生产,并设:m-作业元素的个数;Ei-第i个作业元素;Ti-第i个作业元素的时间;T总-总作业时间;miitT1=总ARtQnmii1*QARCC-周期;AR-计划生产周期;Q-计划周期内的产量;N*-完成计划产量的最小作业站的数量生产线平衡技术及有关问题假定,N-实际作业站的数量Cj为分配到第j个作业站的作业时间空闲时间ITj=C-Cj因此生产线平衡技术及有关问题NjNjjjTCNCCITT1)(总总空闲时间=示例,某汽车厂总装工序共有500道,总作业时间为200分钟计划要求年产轿车5万辆,每年按照250个工作日,每天按照8小时生产则:每天生产轿车200辆,要求周期为8*64/200=2.56分钟/辆因此最小作业站数量为[200/2.56]=[78.125]=79假定实际作业站数为90个则:总空闲时间=90*2.56-200=30.4分钟平均延迟=30.4/90*2.56=13.2%此时生产线的设计效率为:200/(90*2.56)=86.2%生产线平衡技术及有关问题生产线平衡技术及有关问题优先图(顺序图)-表示生产作业或装配顺序的过程约束关系穿左袜子穿左袜子穿短裤穿长裤系裤带穿右袜子穿右袜子穿汗衫穿衬衫穿外套系领带带帽子IIIIII生产线平衡技术及有关问题单一型生产线启发式手工平衡算法该方法的基础是利用作业优先图同一列上元素的可交换性以及元素的横向可移性,按照一定的规则手工进行生产线作业平衡的一种方法.生产线平衡技术及有关问题单一型生产线启发式手工平衡算法具体步骤和规则是:1)计算出总作业时间,确定作业站数量,计算平均作业时间,并初步确定周期,周期=单个最大作业时间;2)现考察第一列作业,如果:-作业时间和小于周期,则第一列作业全部分配给第一工位,再从第二列中选取直至接近周期;-作业时间和大于周期,则从第一列作业中选取一些作业,使作业时间和接近周期,并将这些作业分配给第一工位;3)依次从先行作业队列中选取作业向工位分配作业,保证每个工位的作业时间和军尽可能接近周期.生产线平衡技术及有关问题示例:已知某电子厂产品装配作业优先图,假定时机作业站数量为3个279811101213165341415161712345作业号作业时间10.0720.2030.1840.1050.2060.1470.0880.3790.35100.30110.36120.25130.31140.26150.28160.19170.14生产线平衡技术及有关问题计算:总作业时间=3.78,假定作业站数为3个,则平均作业时间为1.26取周期为1.26,按照单一型手工启发式平衡算法得到结果:平均延迟=0,个工位作业分配情况如表所示第一工位第一工位第一工位作业元素作业时间作业元素作业时间作业元素作业时间12345680.070.200.180.100.200.140.37791012150.080.350.300.250.2811131416170.360.310.260.190.14Ci1.261.261.26生产线平衡技术及有关问题计算机辅助生产平衡计算机辅助生产线平衡ABL(AssemblyLineBalance),主要有COMSOAC和CALB,ALB等,以ALB为例它能够解决如下几个方面的平衡问题:-单一型无约束生产线平衡-混合型装配线平衡;-附带位置条件的单一型生产线平衡;-附带位置条件的混合型生产线平衡;-附带一般限制条件的单一型生产线平衡;-一般限制条件下混合型生产线平衡;-附带作业站及一般限制条件的单一型生产线平衡;-附带作业站及一般限制条件的混合型生产线平衡;-混合配制品投入排序问题;-批处理的混合型装配线平衡;生产线平衡技术及有关问题生产线平衡的其他问题在实际生产线平衡中,并不是所有的作业都可以任意混配,经常会遇到生产线平衡中的约束问题,主要的常见约束有:-位置约束(主要针对重量较大的产品)-固定设备和工具约束-清洁约束-疲劳约束生产线平衡技术及有关问题生产线平衡的其他问题-位置约束(主要针对重量较大的产品)作业制品的位置主要包括:前部、后部、底部、顶部、左部、右部和内部。为了减少不必要的位置更换次数和时间,尽可能将具有同样位置约束的作业集中安排。-固定设备或工具约束主要是指在生产作业中,有些作业需要一些专门的设备和工具才能完成,为了减少固定设备和工具的重负设置尽可能将统一设备或工具的作业,在不违反作业顺寻原则的前提下,集中安排。生产线平衡技术及有关问题生产线平衡的其他问题-清洁-油污约束有些作业需要操作工人以清洁的手进行操作,如:精密仪器的装配,而有些作业则难免接触油污。在作业安排的过程中,应尽可能将清洁作业安排在一起,有油污作业安排在一起。-疲劳约束主要是指在生产作业中,有些作业时间不长,但强度大、易于疲劳,为了使各个工位的疲劳强度相当,应避免两个或两以上的疲劳作业安排在一个工位上。生产线平衡技术及有关问题混合型生产线平和问题混合型生产线特点:-同一条装配生产线上可以生产作业方式大致相似但不同规格的产品;-生产制品混合连续进行;-在制品库存少;-混合生产线灵活性更高;-生产调整成本低生产线平衡技术及有关问题混合型生产线平和问题混合型生产线环境下需要解决的主要问题:-混合制品排序问题;-混合平衡问题,(以产量计划来分配,难度更大,动态平衡)-批量混合问题;-制品相似度问题;生产线平衡技术及有关问题未来生产线的特点大量生产、成批生产和单件生产多种模式的并存,对未来生产线提出了更高的要求:-生产线的高效率和高柔性,FMS/FML的引进;-数控设备的高精度、多功能于快速变更能力;-装配低的高柔性,应用带轮装配车-要求按订货组织生产;生产线平衡技术及有关问题思考题:-您所在的生产车间的生产线的类型是那种类型?-在生产过程中是否有不平衡的情况?-有何建议?
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 hudou666888
hudou666888
本文标题:IE生产线平衡
链接地址:https://www.777doc.com/doc-3604153 .html