您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > 其它办公文档 > 常用金属切削刀具简介
1、2005-8-30机械制造技术基础2-2常用金属切削刀具与砂轮一、车刀作用:外圆、内孔、端面、螺纹及各种内、外回转体成形表面,也可用于切断和切槽等分类:结构形式有整体式、焊接式、机夹重磨式和机夹可转位式等。2005-8-30机械制造技术基础简单地看看以下各种刀具的结构后,带着以下问题自己看书:常用的车刀有哪几大类?各有何特点?1.硬质合金焊接式车刀2005-8-30机械制造技术基础2.硬质合金机夹重磨式车刀2005-8-30机械制造技术基础2.机夹可转位式车刀上压式、偏心式、杠销式、杠杆式、楔块式、综合式2005-8-30机械制造技术基础二、孔加工刀具从实体材料上加工出孔的刀具:麻花钻、中心钻及深孔钻等;对已有孔进行再加工的刀具:扩孔钻、铰刀、镗刀等;其它用于加工孔的刀具:内拉刀、内圆磨砂轮、珩磨头等。2005-8-30机械制造技术基础作用一般用于孔的粗加工(IT11以下精度及表面粗糙度Ra25~6.3),也可用于加工攻丝、铰孔、拉孔、镗孔、磨孔的预制孔。1、麻花钻2005-8-30机械制造技术基础主要几何参数(1)螺旋角(18~30°)(2)顶角(118°)和主偏。
2、角1、麻花钻2005-8-30机械制造技术基础主要几何参数(3)前角(30~-30°)(4)后角1、麻花钻2005-8-30机械制造技术基础主要几何参数(5)横刃角度:横刃长度、横刃斜角(50-55°)、横刃前角、横刃后角。1、麻花钻2005-8-30机械制造技术基础扩孔钻是用于对已钻孔进一步加工,以提高孔的加工质量的刀具。其加工精度可达ITl0~IT11,表面粗糙度可达Ra6.3~3.2。扩孔钻的刀齿比较多,一般有3~4个。2、扩孔钻2005-8-30机械制造技术基础半精加工和精加工,也可用于磨孔或研孔前的预加工。铰刀齿数多(6~12个)。能获得较高的加工精度(1T6~IT8)和较好的表面质量(粗糙度Ra1.6~0.4)。铰刀分为手用铰刀和机用铰刀两类。手用铰刀又分为整体式和可调整式,机用铰刀分带柄的和套式。3、铰刀2005-8-30机械制造技术基础三、铣刀刀齿分布在圆周表面或端面上的多刃回转刀具加工平面、台阶、沟槽和各种成形表面铣削方式及合理选用指铣削时铣刀相对于工件的运动和位置关系影响:刀具的耐用度、工件的加工表面粗糙度、铣削过程的平稳性及切削加工的生。
3、产率2005-8-30机械制造技术基础三、铣刀圆周铣削法(周铣法):逆铣和顺铣:一般情况下,尤其是粗加工或是加工有硬皮的毛坯时,多采用逆铣。精加工时,加工余量小,铣削力小,不易引起工作台窜动,可采用顺铣。2005-8-30机械制造技术基础三、铣刀端面铣削法(端铣法):对称铣、不对称逆铣、不对称顺铣(a)对称铣;(b)不对称逆铣;(c)不对称顺铣2005-8-30机械制造技术基础四、拉刀拉刀是一种高生产率、高精度的多齿刀具。拉削时,拉刀作等速直线运动,由于拉刀的后一个(或一组)刀齿高出前一个(或一组)刀齿,所以能够依次从工件上切下金属层,从而获得所需的表面。2005-8-30机械制造技术基础五、齿轮刀具用于切削齿轮齿形的刀具:成形法刀具和展成法刀具。成形法齿轮刀具:盘形齿轮铣刀、指状齿轮铣刀2005-8-30机械制造技术基础五、齿轮刀具展成法齿轮刀具:利用齿轮的啮合原理来加工齿轮。有滚齿刀、插齿刀、剃齿刀。插齿刀用途:直、斜、内、塔形、人字齿轮和齿条等。2005-8-30机械制造技术基础插齿运动组成切削刃在空间形成产形齿轮主运动、展成运动(圆周进给运动和分齿运动,包络。
4、形成渐开线齿廓)、让刀运动。可加工相同模数、压力角的任意齿数的齿轮、标准齿轮或变位齿轮。2005-8-30机械制造技术基础齿轮滚刀(滚齿刀)用途:直齿和螺旋圆柱齿轮原理:利用螺旋齿轮啮合原理。旋向应尽可能与被切齿轮的旋向相同。以减小安装角度。2005-8-30机械制造技术基础六、砂轮砂轮的主要特性由那些因素决定?如何选用砂轮?2005-8-30机械制造技术基础六、砂轮磨削、砂轮、半精和精加工用结合剂把磨粒粘结起来,经压坯、干燥、焙烧及车整而成的多孔疏松物体砂轮的特性:磨料、粒度、硬度、结合剂、组织、形状、尺寸及代号磨料是制造砂轮的主要材料,直接担负切削工作。磨料应具有高硬度,高耐热性和一定的韧性,在磨削过程中受力破坏后还要能形成锋利的几何形状。2005-8-30机械制造技术基础粒度是指磨粒颗粒的大小,通常分为磨粒(颗粒尺寸40μm)和微粉(颗粒尺寸=40μm)两类。硬度是指砂轮工作表面的磨粒在磨削力的作用下脱落的难易程度。它反映磨粒与结合剂的粘固强度。磨粒不易脱落,称砂轮硬度高;反之,称砂轮硬度低。从低到高分为超软、软、中软、中、中硬、硬、超硬7个等级2005-。
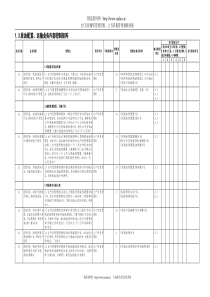
5、8-30机械制造技术基础结合剂是将磨料粘结在一起,使砂轮具有必要的形状和强度的材料。常用结合剂的种类有陶瓷、树脂、橡胶及金属等组织是指砂轮中磨粒、结合剂和气孔三者间的体积比例关系。按磨粒在砂轮中所占体积的不同,砂轮的组织分为紧密、中等和疏松三大类。形状和尺寸,并已标准化特性用代号标注在砂轮端面上,用以表示砂轮的磨料、粒度、硬度、结合剂、组织、形状、尺寸及最高工作线速度2005-8-30机械制造技术基础砂轮的选用原则:钢用刚玉类砂轮;硬铸铁、合金等用SiC类;软材料用硬砂轮,硬材料用软砂轮;软而韧的材料用粗磨粒,硬而脆的用细磨粒;粗糙度低用细磨粒,磨除率高用粗磨粒;加工表面质量好用树脂或橡胶结合剂的砂轮,大金属磨除率时选用陶瓷结合剂砂轮。2005-8-30机械制造技术基础2-3自动化加工中的刀具自学-问题如下:(1)动化加工中刀具的主要特点是什么?(2)在自动化加工中,为什么要对刀具管理的任务和内容是什么?。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 冷酷的手套
冷酷的手套
本文标题:常用金属切削刀具简介
链接地址:https://www.777doc.com/doc-3704528 .html