您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 设备点检与保养规范格式
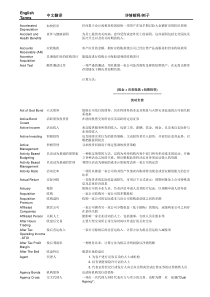
衡阳运输机械有限公司HENGYANGCONVEYINGMACHINERYCO;LTD.文件编号:编制日期:版本/版次:易损件:生产厂商分类点检或保养项目保养要求责任人电气控制柜散热通风系统干净、运转正常操作员电控柜内卫生(彻底)无灰尘操作员设备表面清洁表面整洁,机身无黄袍,漆见本色,铁见光操作员切削液箱清理干净操作员液压油箱清理干净操作员切削液、液压油管路清理干净操作员润滑系统点检润滑系统运作正常操作员摇臂升降机构、变速箱上、下油池、夹紧油泵油池需清理干净操作员主轴花键、摇臂导轨、立柱润滑泵油池干净操作员微调蜗杆需清理干净操作员主轴上下轴承需清理干净操作员切削液箱中的过滤芯操作员冷却单元中的过滤芯操作员液压站中的过滤器操作员润滑泵中的过滤器操作员中间继电器、交流接触器无误动作维修员夹具压块无夹脱现象维修员各按钮开关有效,无误动作维修员储存器电池维修员液压系统风扇旋转正常维修员电控柜换气风扇换气正常维修员空气过滤装置过滤正常维修员润滑补给与更换设备点检、保养与精度检定规范设备名称:摇臂钻1/0沈阳机床有限公司主要参数:清扫清洁轴箱水平移动距离:900/1250mm最大钻孔直径:40/50/80mm主轴中心线至立柱母线距离:最小350mm最大1250/1600mm适用型号:Z3040一Z3080清理风扇与过滤网用干净的布、毛刷清理,(电器元件可采用无水酒精)打开变速箱标牌注油(动植物油钙皂12-17%,矿物油83-88%)更换更换更换更换点检与维护保养方法每天每班将切削液油抽出,清理将切液压油抽出,清理将管路拆开清理废油放尽后,用干净煤油清洗净,注入新油L-AN32经过过滤油枪或油瓶手动加油L-AN32十二个月三个月三个月三个月更换更换更换更换一星期三个月三个月三个月根据实际情况定点检、保养周期三个月六个月六个月十二个月根据实际情况定根据实际情况定十二个月根据实际情况定更换更换更换点检与保养规范备注根据实际情况定更换根据实际情况定一个月油枪或油瓶手动加油L-AN331、点检与保养部分:用干净的布、毛刷清理(必要时采用化学清洗剂)坚持每日一小揩,周未一大揩,节日彻底揩启动润滑系统,观察运行正常1/13页衡阳运输机械有限公司HENGYANGCONVEYINGMACHINERYCO;LTD.允差值责任人0.20/1000检验员在测1000长度为0.20(凹)检验员在任意1000测量长度为0.40检验员在任意300测量长度上为0.10检验员a靠近主轴端面0.05b距主轴端面300处0.1检验员0.3/上、中、下3处1000检验员a在纵向平面内0.20/300b在横向平面内0.10/300检验员a在纵向平面内0.15b在横向平面内0.20检验员a在纵向平面内b在横向平面内3/1000检验员审核修订记录夹紧主柱和主轴箱时,主轴轴线的位移量主轴回转轴线对底座工作面的垂直度A一底座:底座工作面调平精度检验项目底座工作平面的平面度B一摇臂:主轴箱移动对底座工作面的平行度产轴箱在摇臂的等距离三个位置时,摇臂转动对底座工作面的平行度C一主轴:主轴锥孔轴线的经向跳动批准制定检验方法2、几何精度检定部分:检验器具十二个月主轴缩回到原始位置,摇臂、立柱和主轴箱夹紧插入检验棒于主轴夹,固定千分表使测头触及检验棒检验主轴缩回到原始位置,摇臂、立柱和主轴箱夹紧,摇臂依次在1000mm内上中下三处位置进行检验在底座上放两等高块,上放精密水平仪,紧靠桥板侧面放置一平尺,桥板沿平尺等距离移动检验。在底座上放一桥板,桥板上放精密水平仪,紧靠桥板侧面放置一平尺,桥板沿平尺等距离移动检验。夹紧摇臂,摇臂置于平行于底座工作面的纵向轴线方向将千分表固定在主轴上,摇臂夹紧,主轴箱夹紧于300mm长的三个位置检验十二个月检验周期十二个月十二个月十二个月十二个月十二个月十二个月十二个月水平仪平尺等高块水平仪桥板千分表平尺等高块千分表平尺千分表检验棒平尺千分尺等高块千分表角尺平尺等高块主轴垂直移动对底座工作面的垂直度主轴在轴向力作用下,主轴轴线对工作台面垂直度的变化2/13页电气控制柜散热通风系统干净、运转正常清理风扇与过滤网1个月具体实施情况说明电控柜内卫生(彻底)无灰尘用干净的布、毛刷清理,(电器元件可采用无水酒精)3个月切削液箱清理干净将切削液油抽出,清理六个月液压油箱清理干净将切液压油抽出,清理六个月切削液、液压油管路清理干净将管路拆开清理12个月补给滚珠丝杆脂润滑需清理干净用煤油清理干净,并涂上新的润滑脂12个月切削液箱中的过滤芯更换3个月冷却单元中的过滤芯更换3个月液压站中的过滤器更换根据实际情况定润滑泵中的过滤器更换根据实际情况定保养情况记录清扫清洁维护保养周期分类点检与保养项目保养要求点检与维护保养方法中间继电器无误动作更换根据实际情况定夹具压块无夹脱现象更换根据实际情况定各按钮开关有效,无误动作更换根据实际情况定储存器电池更换根据实际情况定液压系统风扇旋转正常更换根据实际情况定电控柜换气风扇换气正常更换根据实际情况定空气过滤装置过滤正常更换根据实际情况定刀库刀卡夹刀正常更换根据实际情况定精度检验项目允差值检验方法检验周期主轴轴向窜动0.02固定固定千分表,使其测头触及插入主轴锥孔检验棒端部的钢球上。12个月主轴轴肩支承面的跳动0.03固定固定千分表,使其测头触及主轴轴肩支撑面上,消除主轴轴向间隙后,旋轴主轴。12个月主轴定心轴颈的径向跳动0.02固定千分表,使其测头垂直触及轴颈表面,消除间隙后旋转主轴检验12个月靠近主轴端部主轴轴线的径向跳动0.02将检验棒插入主轴锥孔内,固定千分表,使其测头触及检验棒的表面,靠近主轴端面旋转主轴检验。12个月更换几何精度检测距主轴端面L处主轴轴线的径向跳动0.04拔出检验棒,相对主轴转90°12个月E一顶尖:主轴和尾座两顶尖的等高度(尾座高于主轴)0.06固定千分表,使其测头触及检验棒上母线,尾座和尾座套筒按正常情况锁紧,在检验棒两末端位置取读数12个月F一小刀架:小刀架纵向移动对主轴轴线和平行度0.0612个月G一横刀架:横刀架横向移动对主轴轴线的平行度0.04/300偏差方向α≥90O12个月H一丝杠:丝杠的轴向窜动0.0212个月主轴轴线对溜板纵向移动的平行度(在水平面内)在300测量长度上为0.035向前12个月主轴轴线对溜板纵向移动的平行度(在垂直平面内)在300测量长度上为0.03向上12个月主轴顶尖的径向跳动0.0212个月D一尾部:尾座套筒轴线对溜板移动的平行度(在水平面在100测量长度上为0.035向前12个月D一尾部:尾座套筒轴线对溜板移动的平行度(在垂直平在300测量长度上为0.05向上12个月尾座套筒锥孔轴线对溜板移动的平行度(在水平面内)在300测量长度上为0.05向前12个月尾座套筒锥孔轴线对溜板移动的平行度(在垂直平面在300测量长度上为0.05向上12个月精车外圆圆度L在300长时0.01512个月精车外圆在纵截面内直径的一致性L在300长时0.0512个月精车端面的平面度(只许凹)D=300长时0.0412个月几何精度检测实施数据记录计划下次保养时间保养情况记录衡阳运输机械有限公司HENGYANGCONVEYINGMACHINERYCO;LTD.文件编号:编制日期:版本/版次:易损件:生产厂商分类点检或保养项目保养要求责任人电气控制柜散热通风系统干净、运转正常操作员电控柜内卫生(彻底)无灰尘操作员设备表面清洁表面整洁,机身无黄袍,漆见本色,铁见光操作员切削液箱清理干净操作员液压油箱清理干净操作员切削液、液压油管路清理干净操作员润滑系统点检润滑系统运作正常操作员床头箱、进给箱、溜板箱滑油需清理干净操作员床鞍、床身导轨、尾座,刀架润滑干净操作员挂轮架中间齿轮需清理干净操作员滚珠丝杆、光杆润滑需清理干净操作员切削液箱中的过滤芯操作员冷却单元中的过滤芯操作员液压站中的过滤器操作员润滑泵中的过滤器操作员中间继电器、交流接触器无误动作维修员夹具压块无夹脱现象维修员各按钮开关有效,无误动作维修员储存器电池维修员液压系统风扇旋转正常维修员电控柜换气风扇换气正常维修员空气过滤装置过滤正常维修员刀库刀卡夹刀正常维修员润滑补给与更换设备点检、保养与精度检定规范设备名称:立式车床1/0沈阳机床有限公司主要参数:清扫清洁床身上最大回转直径:400、mm;最大工件长度:1500mm适用型号:C512A-C5225每天每班清理风扇与过滤网用干净的布、毛刷清理,(电器元件可采用无水酒精)用煤油清理干净,并注入HL46液压油润滑更换更换更换更换每天每班将切削液油抽出,清理将切液压油抽出,清理将管路拆开清理废油放尽后,用干净煤油清洗净,注入新油(HL46液压油)经过油枪或油瓶手动加油更换更换更换更换更换点检与维护保养方法点检、保养周期三个月六个月六个月十二个月十二个月三个月三个月二个月十二个月根据实际情况定更换更换更换三个月三个月三个月根据实际情况定点检与保养规范备注根据实际情况定更换根据实际情况定启动润滑系统,观察运行正常一个月用煤油清理干净,并涂上新的2号钙基润滑脂根据实际情况定根据实际情况定根据实际情况定1、点检与保养部分:用干净的布、毛刷清理(必要时采用化学清洗剂)坚持每日一小揩,周未一大揩,节日彻底揩7/13页衡阳运输机械有限公司HENGYANGCONVEYINGMACHINERYCO;LTD.允差值责任人0.08/1000检验员工作台(米)≤1.6/0.07≤2.3/0.08检验员0.04检验员工作台(米)≤1.6/0.05≤2.5/0.07检验员工作台(米)≤1.6/0.06≤2.5/0.08检验员a.工作台(米)≤1.6/0.06≤2.5/0.08b.工作台(米)≤1.6/0.06≤2.5/0.08检验员a.在滑枕500毫米行程上为0.04b.在滑枕全部行程上为0.05检验员a及b在300测量长度为0.06检验员工作台(米)≤1.6/0.03≤2.5/0.07检验员a每1M行程上为≤1.6/0.06≤2.5/0.08b在滑枕全部行程上为≤1.6/0.04≤6.25/0.06检验员a.在刀架500行程上为0.04b.在刀架全行程上为0.04检验员a.椭圆度≤1.6/0.07≤2.5/0.09b.在圆度及贺柱度≤1.6/0.05≤2.5/0.06精车检验员审核修订记录回转头工具孔中心线对回转头滑枕垂直移动的不平行度a)上刀架水平移动对工作台面的不平行度b)上刀架水平移动的不直度立柱导轨对工作面的不垂直度:a)在平行于横梁导轨的平面内b)在垂直于横梁导轨的平面内精度检验项目工作台面的不平度工作台的经向跳动工作台面的端面跳动横梁移动时的倾斜制定批准检验方法十二个月2、几何精度检定部分:十二个月垂直刀架和滑块紧锁。在工作台面上与中心等距离处,分别放两个等高块,等高块上方一水平尺,平尺上放一角尺。在横梁上固定千分表,使用其测头触及角尺检验在工作台面上与中心等距离处,分别放两个等高块,等高块上方一水平尺,平尺上放一角尺。在上刀架上固定千分表,使用其测头触及角尺检验在工作台面上,离工作台中心等距离处和横梁平行放置两等高块,等高块上放一平尺,在垂直刀架上固定千分表,使其测头触及水平尺检验面,移动刀架检验。在工具孔内插入一长度为300mm的检验棒,在工作台面上固定千分尺,使其测头触及检验棒表面,移动刀架和旋转工作台,在平行于横梁的平面内使千分表在检验棒两侧数值相等,旋转工作台在几个不同高度检验。将横梁、垂直刀架和滑座锁紧。在工作台面上与中心等距离处,分别放两个等高块,等高块上方一水平尺,平尺上放一角尺。在横梁上固定千分表,使用其测头触及角尺检验。在工作台面的直径线上放一桥板,桥板上放精密水平仪,紧靠桥板侧面放置一平尺,桥板沿平尺等距离移动检验。将横梁、垂直刀架和滑座锁紧。固定千分表,使其测头在刀具加工位置的对称方向触及工作台定心孔表面。旋转工作台检验。将横梁、垂直刀架和滑座锁紧。固定千分表,使其测头在刀具加工位置的对称方向触及工作台边缘。旋转工作台检验。在工作台面上与中心等距离处,分别放两个等高块,等高块上方一水平尺,平尺
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 164113736
164113736
本文标题:设备点检与保养规范格式
链接地址:https://www.777doc.com/doc-3708223 .html