您好,欢迎访问三七文档
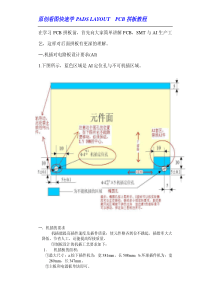
1早期的驱动桥壳结构早期的装载机驱运输动桥结构如图1所示。桥壳5和支承轴2通过螺栓连接,同时桥壳法兰还为连接板,安装行车制动器。桥壳和支承轴因较大的法兰盘而使其重量大、加工量大、因而加工成本高。桥壳铸件在法兰与圆截面的交接处,因为壁厚不均匀,使得金属液冷却固化速度不一致,两端大法尘阻碍壳体的自由收缩,帮在圆角过度处易形成铸造缺陷,从而极大地影响桥壳的强度。使用过程中,有从该处断裂的实例。受结构及使用限制,铸造缺陷无法从根本上解决,造成质量不稳定。因此,根据零件的合理设计原则,对具有横截面尺寸突变或形状复杂的构件,应设法改用简单的组合或焊接。1.轮边减不速器2.支承轴3.制动器4.制动器连板5.桥壳6.主传动总成2焊接方案及工艺特点用焊接的方式把桥壳,支承轴,制动器连接板2a、b同一类第一、第二方案;图2c为第二类,以制动器连接板为孔,桥壳、支承轴为轴的焊接形式;图2d为第三类,以桥壳为轴,支承轴为孔的焊接形式。1.桥壳2.支承轴3.制动器连接板(a)第一方案(b)第二方案?第三方案(d)第四方案第一方案、第二方案均以桥壳为孔,支承轴为轴,配合定位后用角焊缝或U形焊缝焊接,制动器连接板以角焊缝焊于桥壳上。该方案简化了我厂早期驱动桥壳复杂笨重的结构,使铸锻件结构简单,易浇铸,易加工,成本低。轴、孔之间用紧配合定位,改善了单纯由焊缝承受力矩的受力状况。这两种方案的区别在于轴,孔之间焊缝的焊接形成。前者为角焊缝焊接形式,加工工艺简单;后者为U形坡口焊缝形式,其坡口焊接有足够的叠合面,焊接牢固,且熔深大,熔敷效率高。焊接处面积较小,可避免热量过多流失,保证焊接质量。其焊缝的承载能力较角焊缝增大冼多。从焊接工艺分析,第一方案较第二方案更合理。故其余方案中轴、孔之间焊接均采用U形坡口。第三方案(图2c)是桥壳、支承轴均为轴,分别与制动器连接板用U形坡口。轴、孔之间用紧配合。该方案轴、孔之间紧配合。用热装配的方法装配时,制动器连接板的体积小,易加热,便于装配。但与此同时驱动桥桥壳的精度取决于三个零件,必然使累积误差增大。要获得同样的精度,势必要提高零件的加工精度。承载焊缝两条,连接三个零件,加工复杂,成本高,受力状况不好,承载能力减弱。对制动器连接板与桥之间的焊缝不利。第四方案(图2d)以支承轴为孔,桥壳为轴,U形焊缝连接,制动盘以角焊缝焊于支承轴上。该方案具有第一方案的优点,又无第三方案结构和工艺上的弊病,是一咱较为理想的方案。由此可见,第一、第四种为优选方案。3驱动桥受力状况与应力分布驱动桥受力状况简图及弯矩图见图3。由受力简图呆以看出,从轮胎中心到安装座与车架连接处,其合成应力是逐步增大的。所以,根据其受力特点,也要求桥壳截面的模数随之增大。第一方案(图2a)中,焊缝左右侧均为圆环截面,设左侧为A—A截面,右侧面为B—B截面。截面模数W=(π(D4-d4))/32D,因直径D1=D2,d1d2,故WAWB,合成应力δ=M/W,焊缝左右侧WA≈WB,故δAδB。从图3弯矩图也可以扑看出其合成应力δAδB。由此可看出,截面模数随着合成应力的逐步增大而变小,其截面面积的变化与桥壳受力变化及合成应力并不相符。强度负荷的薄弱环节之一,即危险截面是桥壳B截面。根据ZL50C装载机具体数据,按装载机以最大水增力铲掘,翻斗受阻后,后轮离开地面工况较恶劣,经计算驱动桥桥壳危险截面B截面的合成应力为:δA=182N/mm2。第四方案(图2d)中,焊缝左侧为圆环截面,设左侧面为A—A截面,直径D1,d1,截面模数W=(π(D4-d4))/32D。焊缝右侧为圆环截面逐步过渡成椭圆形截面,椭圆形环截面呈放射形逐步增大,设右侧面为B—B截面,以圆环截央与左侧比较,因直径D1=D2,d1d2,故WAWB,合成应力δ=M/W,焊缝左右侧WA≈WB,故δAδB。从图3弯矩图也可以看出其合成应力δ随着中国国民经济高速发展,汽车工业已迈入新时代,重型载货车的需求量大大增加,对重型汽车的性能要求越来越高,这使得传统的驱动桥桥壳设计计算方法已经无法满足现代汽车设计的要求。计算机的更新换代及有限元法的飞速发展,为驱动桥壳的结构设计与性能的计算分析带来了新的春天。由于驱动桥桥壳是汽车的重要承载件和传动件,是维系车辆运行安全的关键部件,桥壳的性能和疲劳寿命直接影响汽车的有效使用寿命。因此,驱动桥壳应具有足够的强度、刚度和良好的疲劳耐久特性。合理地设计驱动桥壳也是提高汽车安全性和舒适性的重要措施。驱动桥桥壳是汽车上重要的承载件和传力件。驱动桥的桥壳不仅支承汽车重量,将载荷传递给车轮,而且还承受由驱动车轮传递过来的牵引力、制动力、侧向力、垂向力的反力以及反力矩,并经悬架传给车架或车身。在汽车行驶过程中,由于道路条件的千变万化,桥壳受到车轮与地面间产生的冲击载荷的影响,可能引起桥壳变形或折断。因此,驱动桥壳应具有足够的强度、刚度和良好的动态特性,合理地设计制造驱动桥壳是提高汽车行驶稳定性的重要措施。钢板冲压焊接整体式桥壳,除了具有制造工艺简单、材料利用率高、废品率低、生产率高及制造成本低等优点外,还有足够的强度和刚度,特别是其质量小(仅为铸造整体式质量的75%左右),却比铸造桥壳更安全可靠。由于钢板冲压焊接整体式桥壳有一系列的优点,近年来不但在轿车、轻型、中型载货汽车上得到广泛应用,而且在吨位更大的重载汽车业开始广泛采用。桥壳制造质量的好坏对汽车的载重能力,安全性有直接影响,因此本文研究的冲焊桥壳的成形过程有广泛的实用价值和重要的理论意义。随着计算机软硬件技术的发展,有限元方法及计算机图形学等学科的迅猛发展,基于数值模拟的计算机辅助工程技术在金属塑性成形领域得到广...Theautomobiledriveaxlehousingistheimportantcarryingandpassingcomponent.Driveaxlehousingnotonlysupportstheweightofthevehicle,butalsowithstandstheoppositeforceofdraftforce,brakingforce,lateralforceandverticalforceaswellasthecounter-torqueactonthewheelsandtransfertotheframeandbodythroughsuspensionfork.Moreover,becauseofphantasmagoricroadconditions,theaxlehousingcouldgetdeformedorbrokenundertheaffectionofshockingloadswhichgener...通过对轮式装载机驱动桥壳几种焊接结构和工节特点对比分析,介绍了驱动桥受力状况应力分布和计算,探讨了零部件的合理设计,从而确定驱动桥壳的最优设计方案。驱动桥是轮式装载机传动系统的重要部件之一,而桥壳又是组成驱桥最关键的零件。1早期的驱动桥壳结构早期的装载机驱运输动桥结构如图1所示。桥壳5和支承轴2通过螺栓连接,同时桥壳法兰还为连接板,安装行车制动器。桥壳和支承轴因较大的法兰盘而使其重量大、加工量大、因而加工成本高。桥壳铸件在法兰与圆截面的交接处,因为壁厚不均匀,使得金属液冷却固化速度不一致,两端大法尘阻碍壳体的自由收缩,帮在圆角过度处易形成铸造缺陷,从而极大地影响桥壳的强度。使用过程中,有从该处断裂的实例。受结构及使用限制,铸造缺陷无法从根本上解决,造成质量不稳定。因此,根据零件的合理设计原则,对具有横截面尺寸突变或形状复杂的构件,应设法改用简单的组合或焊接。1.轮边减不速器2.支承轴3.制动器4.制动器连板5.桥壳6.主传动总成2焊接方案及工艺特点用焊接的方式把桥壳,支承轴,制动器连接板2a、b同一类第一、第二方案;图2c为第二类,以制动器连接板为孔,桥壳、支承轴为轴的焊接形式;图2d为第三类,以桥壳为轴,支承轴为孔的焊接形式。1.桥壳2.支承轴3.制动器连接板(a)第一方案(b)第二方案(c)第三方案(d)第四方案第一方案、第二方案均以桥壳为孔,支承轴为轴,配合定位后用角焊缝或U形焊缝焊接,制动器连接板以角焊缝焊于桥壳上。该方案简化了我厂早期驱动桥壳复杂笨重的结构,使铸锻件结构简单,易浇铸,易加工,成本低。轴、孔之间用紧配合定位,改善了单纯由焊缝承受力矩的受力状况。这两种方案的区别在于轴,孔之间焊缝的焊接形成。前者为角焊缝焊接形式,加工工艺简单;后者为U形坡口焊缝形式,其坡口焊接有足够的叠合面,焊接牢固,且熔深大,熔敷效率高。焊接处面积较小,可避免热量过多流失,保证焊接质量。其焊缝的承载能力较角焊缝增大冼多。从焊接工艺分析,第一方案较第二方案更合理。故其余方案中轴、孔之间焊接均采用U形坡口。第三方案(图2c)是桥壳、支承轴均为轴,分别与制动器连接板用U形坡口。轴、孔之间用紧配合。该方案轴、孔之间紧配合。用热装配的方法装配时,制动器连接板的体积小,易加热,便于装配。但与此同时驱动桥桥壳的精度取决于三个零件,必然使累积误差增大。要获得同样的精度,势必要提高零件的加工精度。承载焊缝两条,连接三个零件,加工复杂,成本高,受力状况不好,承载能力减弱。对制动器连接板与桥之间的焊缝不利。第四方案(图2d)以支承轴为孔,桥壳为轴,U形焊缝连接,制动盘以角焊缝焊于支承轴上。该方案具有第一方案的优点,又无第三方案结构和工艺上的弊病,是一咱较为理想的方案。由此可见,第一、第四种为优选方案。3驱动桥受力状况与应力分布驱动桥受力状况简图及弯矩图见图3。由受力简图呆以看出,从轮胎中心到安装座与车架连接处,其合成应力是逐步增大的。所以,根据其受力特点,也要求桥壳截面的模数随之增大。第一方案(图2a)中,焊缝左右侧均为圆环截面,设左侧为A—A截面,右侧面为B—B截面。截面模数W=(π(D4-d4))/32D,因直径D1=D2,d1WB,合成应力δ=M/W,焊缝左右侧WA≈WB,故δAδB。从图3弯矩图也可以扑看出其合成应力δAδB。由此可看出,截面模数随着合成应力的逐步增大而变小,其截面面积的变化与桥壳受力变化及合成应力并不相符。强度负荷的薄弱环节之一,即危险截面是桥壳B截面。根据ZL50C装载机具体数据,按装载机以最大水增力铲掘,翻斗受阻后,后轮离开地面工况较恶劣,经计算驱动桥桥壳危险截面B截面的合成应力为:δA=182N/mm2。第四方案(图2d)中,焊缝左侧为圆环截面,设左侧面为A—A截面,直径D1,d1,截面模数W=(π(D4-d4))/32D。焊缝右侧为圆环截面逐步过渡成椭圆形截面,椭圆形环截面呈放射形逐步增大,设右侧面为B—B截面,以圆环截央与左侧比较,因直径D1=D2,d1WB,合成应力δ=M/W,焊缝左右侧WA≈WB,故δAδB。从图3弯矩图也可以看出其合成应力δAδB。由此可以看出,其截面积的变化与桥壳受力变化及合成应力的逐步增大,其截面积的变化与桥壳受力变化及合成应力特点相符。强度负荷的薄弱环节为,由桥壳受力变化及合成应力特点相符。强度负荷的薄弱环节为,由桥壳移到锻件支承轴截面A—A上,用上面同样工况和同样数据计算得支承A—A截面有合成应力为δA=169.62N/mm2。与第一方案比较,同样是危险截面而其合成应力却较小,故安全系数大。综上所述,两种方案比较,第四种方案的结构设计符合桥轴的受力特点,其截面面积随着合成应力的逐步提高而加大,且焊缝左右侧直径较第一方案的直径要大,强度会相应介高,安全系数较高,故第四方案为优选方案。整体式桥壳的优点:整体铸造桥壳刚度大,强度高,易铸成梁形状;主要用于中重型汽车上;1.中段铸造压入钢管桥壳:质量较轻,工艺简单,便于变形。但刚度差,适于批量生产。2.钢板冲压焊接形式桥壳具有质量小,工艺简单,材料利用率高,抗冲击性能好,成本低,适于大批量生产。广泛用于轻货和轿车上六节驱动桥壳设计驱动桥壳的主要功用是支承汽车质量,并承受由车轮传来的路面反力和反力矩,并经悬架传给车架(或车身);它又是主减速器,差速器,半轴的装配基体.驱
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 5464769
5464769
本文标题:桥壳
链接地址:https://www.777doc.com/doc-3758623 .html