您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 第五章 发酵过程控制
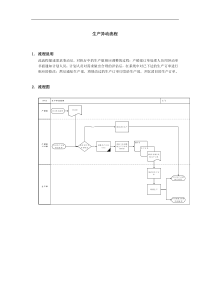
第五章发酵过程控制10016时间典型的细菌生长曲线abcda适应期(迟滞期)b对数生长期期c稳定期(平稳期)d死亡期(衰老期)ab菌体生长阶段c产物合成阶段d菌体自溶阶段第一节、发酵过程的主要控制参数(一)物理参数1.温度(℃)•发酵整个过程或不同阶段中所维持的温度。•影响酶反应速率、氧在培养液中的溶解度与传递速率、菌体生长速率和产物合成速率2.压力(Pa)发酵过程中发酵罐维持的压力,罐内维持正压可以防止外界空气中的杂菌侵入,保证纯种的培养,间接影响菌体代谢。一般维持在0.2×105~0.5×105Pa。3.搅拌转速(r/min)•搅拌转速是指搅拌器在发酵过程中的转动速度,通常以每1min的转数来表示。•它的大小与氧在发酵液中的传递速率与发酵液的均匀性有关。4.搅拌功率(kw)指搅拌器搅拌时所消耗的功率,常指每1m3发酵液所消耗的功率(kw/m3)。它的大小与氧容量传递系数有关。5.空气流量[V/(V·min),简称VVM]•每1min内每单性体积发酵液通入空气的体积,也是需氧发酵的控制参数。•与氧的传递和其他控制参数有关。一般控制在0.5~1.0V/(V·min)范围内。6.粘度(Pa·s)粘度大小可以作为细胞生长或细胞形态的一项标志,也能反映发酵罐中菌丝分裂过程的情况。通常用表观粘度表示之:它的大小可改变氧传递的阻力。7.浊度(%)浊度是能及时反映单细胞生长状况的参数,对某些产品的生产是极其重要的参数。一般采用分光光度计的波长420~660nm测量。浊度对氨基酸、核苷酸等产品的生产是极其重要的。8.料液流量(L/min)这是控制流体进料的参数。(二)化学参数1.pH(酸碱度)•发酵液的pH是发酵过程中各种产酸和产碱的生化反应的综合结果。•它是发酵工艺控制的重要参数之一。它的高低与菌体生长和产物合成有着重要的关系。2.基质浓度(g或mg%)•是指发酵液中糖、氮、磷等重要营养物质的浓度。•它们的变化对产生菌的生长和产物的合成有着重要的影响,也是提高代谢产物产量的重要控制手段。•在发酵过程中,必须定时测定糖(还原糖和总糖)、氮(氨基氮或氨氮)等基质的浓度。3.溶解氧浓度[10-6(ppm)或饱和度(%)]•溶解氧是需氧菌发酵的必备条件。•利用溶氧浓度的变化,可了解产生菌对氧利用的规律,反映发酵的异常情况,也可作为发醉中间控制的参数及设备供氧能力的指标。•溶氧浓度一般用绝对含量(10-6)来表示、有时也用在相同条件下,氧在培养液中饱和浓度表示。4.产物的浓度[μg(u)/ml]这是发酵产物产量高低或合成代谢正常与否的重要参数,也是决定发酵周期长短的根据。5.废气中的氧含量(%)•废气中的氧含量与产生菌的摄氧率和供氧系数有关。•从废气中的O2的含量可以算出产生菌的摄氧率和发酵罐的供氧能力。6.废气中的CO2浓度(%)•废气中的CO2就是产生菌呼吸放出的CO2。测定它可以算出产生菌的呼吸熵,从而了解产生菌的呼吸代谢规律。7.氧化还原电位(mV)也是影响微生物生长及其生化活性的因素之一。对微生物,培养基最适宜和所允许的最大电位值,应与微生物本身的种类和生理状态有关。其他化学参数:DNA、RNA、生物合成的酶等。(三)生物参数1.菌丝形态•丝状菌发酵过程中菌丝形态的改变是生化代谢变化的反映。•一般都以菌丝形态作为衡量种子质量、区分发酵阶段、控制发酵过程的代谢变化和决定发酵周期的依据之一。2.菌体浓度•菌体浓度简称菌浓,是控制微生物发酵的重要参数之一。•大小和变化速度对菌体的生化反应都有影响•在生产上,常常根据菌体浓度来决定适合的补料量和供氧量,以保证生产达到顶期的水平。•(发酵液的菌体量和单位时间的菌浓、溶氧浓度、糖浓度、氮浓度和产物浓度等的变化值)•计算(菌体的比生长速率、氧比消耗速率、糖比消耗速率、氮比消耗速率和产物比生产速率)(控制产生菌的代谢、决定补料和供氧工艺条件)研究发酵动力学(三)发酵参数在发酵过程控制中的作用由此可见,取得发酵过程中正确可靠的各种数据是研究动力学的前提。遗憾的是现有的能直接从发酵罐中测量的参数不多,还难于做到把许多有用的参数就地通过传感方式变成各种输出信号。目前较常测定的参数有温度、罐压、空气流量、搅拌转速、pH、溶氧、效价、糖含量、前体(如苯乙酸)浓度、菌体浓度(干重、离心压缩细胞体积%)等。不常测定的参数有氧化还原电位、粘度、排气中的O2和CO2含量等。发酵过程各参数概况参数名称测试方法意义、主要作用温度传感器维持生长、合成罐压压力表维持正压、增加DO空气流量传感器供氧排泄废气提高KLα搅拌转速传感器物料混合、提高KLαpH酸度计反映pH、KLα第二节、发酵过程控制一、温度变化及控制1.温度对发酵的影响(1)影响各种酶反应的速率和蛋白质的性质。在一定范围内,随着温度的升高,酶反应速率也增加,但有一个最适温度,超过这个温度,酶的催化活力就下降。温度对菌体生长的酶反应和代谢产物合成的酶反应的影响不同。如产黄青霉菌体的最适生长温度为30℃,黑曲酶的最适生长温度为37度(2)温度还能改变菌种代谢产物的合成方向,细胞生长和代谢产物积累的最适温度也往往是不同的。例如,青霉素产生菌的生长最适温度为30度,而产生青霉素的最适温度为25度;(3)影响发酵液的物理性质。发酵液的粘度、基质和氧在发酵液中的溶解度和传递速率、某些基质的分解和吸收速率等。2.最适温度的选择(1)根据菌种及生长阶段选择•前期菌量少,取稍高的温度,使菌生长迅速;•中期菌量已达到合成产物的最适量,发酵需要延长中期,从而提高产量,因此温度要稍低一些,可以推迟衰老。因为在稍低温度下氨基酸合成蛋白质和核酸的正常途径关闭得比较严密有利于产物合成。•后期产物合成能力降低,延长发酵周期没有必要,就又提高温度,刺激产物合成到放罐。如:四环素生长阶段280C,合成期260C后期再升温;黑曲霉生长370C,产糖化酶32~340C。最适温度选择要根据菌种与发酵阶段做试验。(2)根据培养条件选择温度选择还要根据培养条件综合考虑,灵活选择。通气条件差时可适当降低温度,使菌呼吸速率降低些,溶氧浓度也可髙些。培养基稀薄时,温度也该低些。因为温度高营养利用快,会使菌过早自溶。(3)根据菌生长情况生长快的菌种,维持在较高温度时间要短些;生长慢的菌种,维持较高温度时间可长些。培养条件适宜,如营养丰富,通气能满足,那么前期温度可髙些,以利于菌的生长。总的来说,温度的选择根据菌种生长阶段及培养条件综合考虑。要通过反复实践来定出最适温度。3.发酵热的产生和控制(1)生物热(Q生物):产生菌在生长繁殖过程中产生的热能。生物热与发酵类型有关微生物进行有氧呼吸产生的热比厌氧发酵产生的热多一摩尔葡萄糖彻底氧化成CO2和水好氧:产生287.2千焦耳热量,183千焦耳转变为高能化合物104.2千焦以热的形式释放厌氧:产生22.6千焦耳热量,9.6千焦耳转变为高能化合物13千焦以热的形式释放生物热的大小,还与菌种和培养基成分等不同而变化。(2)搅拌热(Q搅拌):搅拌器转动引起的液体之间和液体与设备之间的摩擦所产生的热量。搅拌热与搅拌轴功率有关,可用下式计算:Q搅拌=P×860×4186.8(焦耳/小时)(3)蒸发热(Q蒸发):空气进入发酵罐与发酵液广泛接触后,引起水分蒸发所需的热能。(4)辐射热(Q辐射):由于罐外壁和大气间的温度差异而使发酵液中的部分热能通过罐体向大气辐射的热量。Q发酵=Q生物+Q搅拌—Q蒸发—Q辐射发酵过程中,发酵液温度变化取决于上面几个因素:总的来说抗生素发酵是一个放热过程。对温度通过冷却进行控制。夹套冷却蛇管二、pH的影响与控制1.pH对发酵的影响(1)发酵过程中微生物的正常生长需要有一定的pH值,不同的微生物对PH值的要求也是不同的。酵母:pH3.8-6.0细菌:pH6.5-7.5霉菌:pH4.0-5.8放线菌:pH6.5-8.0(2)影响酶的活性,当pH值抑制菌体中某些酶的活性时,会阻碍菌体的新陈代谢;(3)影响微生物细胞膜所带电荷的状态,改变细胞膜的通透性,影响微生物对营养物质的吸收和代谢产物的排泄;(4)pH值不同,往往引起菌体代谢过程的不同,使代谢产物的质量和比例发生改变。酿酒酵母pH:4.5-5.0-3,乙醇发酵pH:8.0,甘油发酵2.影响pH值变化的因素•菌体本身具有一定的调整周围环境pH值,构建最适pH值的能力。(1)基质代谢①糖代谢:C源过多,糖分解成小分子酸、醇,使pH下降。糖缺乏,pH上升,是补料的标志之一②氮代谢:当氨基酸中的-NH2被利用后pH会下降;尿素被分解成NH3,pH上升,NH3利用后pH下降,当碳源不足时氮源当碳源利用pH上升。③生理酸碱性物质利用后pH会上升或下降(2)产物形成某些产物本身呈酸性或碱性,使发酵液pH变化。如有机酸类产生使pH下降,红霉素、洁霉素、螺旋霉素等抗生素呈碱性,使pH上升。(3)菌体自溶,pH上升,发酵后期,pH上升。3.发酵过程中pH值的调节及控制(1)发酵pH值的确定•一般是在5~8之间,上限8.5,下限2.5•随菌种和产品不同而不同。同一菌种,生长最适pH值可能与产物合成的最适pH值是不一样的。•按发酵过程的不同阶段分别控制不同的pH,使产量最大。例pH对林可霉素发酵的影响林可霉素发酵开始,葡萄糖转化为有机酸类中间产物,发酵液pH下降,待有机酸被生产菌利用,pH上升。若不及时补糖、酸,发酵液pH可迅速升到8.0以上,阻碍或抑制某些酶系,使林可霉素增长缓慢,甚至停止。(2)发酵pH的控制:①调整基础培养基:适当调整C/N比,或加入产酸或产碱物料—作用有限②补料控制:可直接补加酸、碱性物质一般加生理性酸碱pH低:补尿素、氨水pH高:硫酸氨加生理性酸碱,即可调节pH,同时补充营养。三、溶氧的影响和控制1.定义:溶氧(DO)指溶解在发酵液中的氧。单位ppm(毫克·分子/升)2.DO对发酵的影响DO不足:微生物代谢异常,产量下降,菌体过早衰老死亡;DO太多:发酵液泡沫过多,抑制产物生产,同时空气消耗增加。3.溶氧(DO)的判断一般发酵液的DO范围在20-25ppm,在菌体生长阶段及产物合成阶段氧的需求最大,DO表现最低。而菌体进入衰老自溶阶段后,DO的浓度会逐步升高。4.DO的测定:溶氧电极传感器(氧化还原反应)5.DO的控制:搅拌转速-搅拌器通气速率四、泡沫的影响与控制•一、泡沫的性质及对发酵的影响1.产生原因:2.泡沫的性质:发酵液液面上的泡沫,气相所占的比例特别大,与液体有较明显的界限,如发酵前期的泡沫;发酵液中的泡沫,又称流态泡沫,分散在发酵液中,比较稳定,与液体之间无明显的界限。使发酵罐的装填系数减少;造成大量逃液,导致产物的损失,增加了染菌的机会;氧传递减弱;使微生物菌体提早自溶,降低发酵物产量。3.对发酵的影响:4.泡沫的控制泡沫的控制,可以采用三种途径:(1)调整培养基中的成分(如少加或缓加易起泡的原材料)或改变某些物理化学参数(如pH值、温度、通气和搅拌)或者改变发酵工艺(如采用分次投料)来控制,以减少泡沫形成的机会。但这些方法的效果有一定的限度。•(2)机械消沫•靠机械引起的强烈振动或压力的变化促使气泡破裂。罐内消沫法:在搅拌轴上方装消沫桨,通过消沫桨转动打碎泡沫。罐外消沫法:将泡沫引出罐外,通过喷嘴的加速作用或利用离心力来消除泡沫。•优点:不需加入外界物料,可节省原料,减少污染杂菌的机会。•缺点:消沫效果不理想,仅可作为辅助的消沫方法。•(3)消沫剂消沫(化学消沫)--最常用,有效化学消泡剂的要求(或化学消泡剂的特点)①化学消泡剂必须是表面活性剂,具有较低的表面张力,消泡作用迅速有效;②具有一定的亲水性,以使消泡剂对气—液界面的分散系数足够大,从而迅速发挥消泡活性;③在水中的溶解度必须较大,以保持持久的消泡或抑泡性能;④对人、畜及微生物细胞无毒性;⑤应不影响氧在培养液的溶解和传递;⑥必须来源方便、广泛,价格便宜。•常用的消沫剂主要有天然油脂类,高碳醇、脂肪酸和酯类,聚醚类,硅酮类4大类。•(1)天然油脂类:玉米油、米糠油、豆油、松子油、菜子油、鱼油
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码







 qq123455qw
qq123455qw
本文标题:第五章 发酵过程控制
链接地址:https://www.777doc.com/doc-3811399 .html