您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 钢帘线质量控制系统介绍
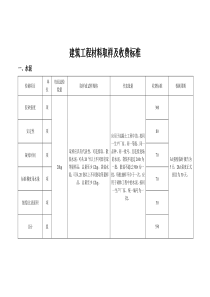
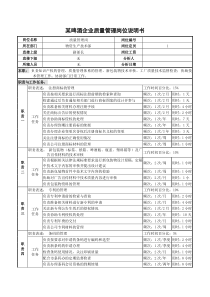
-1-钢帘线质量控制系统简介IntroductionofXingDaQAQCSystem-2-◆质量管理体系认证◆钢帘线生产流程图◆钢帘线质量特性影响因素◆过程控制点及控制系统◆不良品处置及可追溯性◆TPM/SPC的应用◆预防纠正及8D分析◆交付应急计划◆质量方针目录CatalogQASystemCertificationManufacturingProcessKeyCharacteristicsofQualityProcessControlPointandSystemDispositionofNoConformityandProductTraceabilityTPM/SPCErrorProofingand8DAnalysisContingencyPlanQualityPolicy-3-◆1998年5月通过ISO9002:1994质量认证;◆2004年5月通过了由中国汽车工业质量体系认证中心组织的QS9000/ISO9001:2000质量管理体系和ISO14001环境管理体系认证;◆2006年1月开展ISO/TS16949:2002体系认证咨询评估,2007年1月份通过艾肯锡—天津华诚认证公司的认证,预计于2007年5月份获得ISO/TS16949:2002证书;◆目前正在开展实验室ISO/IEC17025:2005管理体系工作,预计于今年三季度通过认证。◆1998.5---ISO9002:1994Audit◆2004.5---QS9000/ISO9001:2000&ISO14001Audit◆2006.1---ISO/TS16949:2002AuditStart.2007.5---ISO/TS16949:2002Certificationwillbeobtained◆ISO/IEC17025:2005isinprocessnow,and3rdpartyauditwillbeinthe3rdquarter。质量管理体系认证QASystemCertificate-4-钢帘线生产流程示意图PRODUCINGPROCESSOFSTEELTYRECORDCheckPointCheckPointCheckPointRobIQCPreparation---CoarseDrawingHeatTreatment---PlatingCheckPoint2nd-DrawingCheckPointWetDrawingTwistingCheckPointPackagingDeliveringHeatTreatment-5-质量特性(Properties)影响因素(InfluencingFactors)控制点(ControlPiont)粘合力adhesion镀层铜含量、镀层重量、表面质量CopperContent,Coatingweight,surface检验5、7、85、7、8破断力BrokenForce原材料、热处理工艺、单丝直径及破断力RawMaterial,HeatTreating,FilamentDiameter,BrokenForce检验1、5、61、5、6直径Diameter单丝直径FilamentDiameter检验6、76、7线密度LinearDensity单丝直径FilamentDiameter检验6、76、7捻距/向LayL/D捻股机交换齿轮GearofTwistingMachine检验77残余应力ResidualTorsion捻股机校直器、过捻器KillingRoller,OverTwister检验77镀层铜含量及重量Cu%、W镀槽电流值、镀液成份、作业速度Current,Component,Speed检验5、75、7定长Lengthonspool计米器LengthCounter检验77焊点WeldingPoint焊接机WeldingMachine检验77表面质量Surface放线张力、校直器Layofftension,KillingRoller检验77钢帘线质量特性影响因素KeyCharacteristicsforProperties-6-不良品处置流程DispositionChartofNoConformity不良品NoConformityProduct标识隔离Isolation/Label专职处置员按标准实施处置IdentificationbyQCStuff返工Redo报废Scrap让步接受Concession检验、判定Inspection定向定机床处置Disposeonspot合格Qualified定向定机床流转Specialflowing不合格NOQualified-7-可追溯性流程TraceabilityProduct捻股生产记录Twistingrecord重卷生产记录RewindingRecord电镀生产记录PlatingRecord镀铜丝领用记录CoatedCordUsingRecord中拉丝领用记录2nddrawingCordUsingRecord中拉生产记录2ndDrawingRecord热处理生产记录HeatTreatingRecord热处理丝领用记录HeatTreatedCordUsingRecord粗拉生产记录CoarseDrawingRecord粗拉丝领用记录CoarseDrawingRecord原材料投用记录RawMaterialUsingRecord入库检验报告ReceivingInspectionReport不良品处置记录NoConformityRecord湿拉生产记录WetDrawingrecord原材料RawMaterial产成品标识FinalProductLabel单丝领用记录FilamentUsingRecord不良品处置记录NoConformityRecord不良品处置记录NoConformityRecord不良品处置记录NoConformityRecord不良品处置记录NoConformityRecord不良品处置记录NoConformityRecord-8-TPM的应用(一)TPM◆日常点检操作工每天班前用听、看、摸等方法,按点检标准对设备进行检查,确保设备正常运转,不发生故障。点检的主要内容有:异声、漏油、振动、温度、润滑和调整。定期检查维修工按计划定期对重点设备进行检查,确保设备达到规定的性能。检查工作包括:测定设备的劣化程度、确定设备性能、调整设备等。计划修理根据日常点检、定期检查的结果所提出的设备修理委托书、维修报告、机床性能检查记录等资料编制的计划,定期进行修理。◆◆DailyInspectionOperatorscarryoutinspectionsatthebeginningofeachshiftforsound,leakage,shake,temperature,lube,adjust.PlanedInspectionMainmachinesareinspectedperiodicallytomaintainfunctions.Checkitemsare:deterioration,regularfunction,adjust…PreventiveMaintainAccordingtoaboveinspections’result,maintenanceiscarriedout.◆◆◆-9-TPM的应用(二)TPM◆改善修理对设备的某些结构进行改进修理,主要用于经常重复发生故障的设备。故障修理当设备突然发生故障或由于设备原因造成废品时立即组织抢修。维修记录分析维修记录分析是全面生产维修的一项重要内容,尤其是“平均故障间隔时间”分析。◆◆ImprovingRepairRepairsomeequipmentsthathaveproblemsfrequently.ShutDownMaintenancewhentroublesoccursuddenlyorabnormityoccursshutdownmaintenanceiscarriedout.MaintenanceRecordAnalysisItisoneoftheimportantitemsespeciallyfor‘MeanTimeBetweenFailures’.◆◆◆-10-SPC的应用SPC分析应用主要应用于对生产过程所需资源进行分析;用生产过程收集的数据,绘制成分析用控制图、直方图,或进行过程能力分析,检验生产过程是否处于稳定、以及过程能力是否满足。监控应用监控应用主要是使用控制图进行过程监控。生产过程的数据及时绘制到控制图上,观察控制图中点的波动情况可以显示出过程受控或失控。◆AnalysisApplicationItisusedtoAnalysistherecourseinthewholeprocess.Makecontrollingchartbyproductvalues.CalculateCpktocheckiftheproducingisstable,orifCpkisattained.MonitorApplicationMonitorprocessbyapplyingcontrolchart.Positioningproducingvaluesonthischarttoobservethefluctuationwhichshowsregularlyornot.◆◆◆-11-SPC分析异常点OutrangeAnalysisbySPC预防措施流程ErrorProofing质量控制QualityControl质监部组织分析原因AnalysisbyQuality.D设备控制EquipmentControl设备部组织分析原因AnalysisbyEquip.D制定预防措施PrecautionEstablished责任部门组织实施ImplementedbyresponsibilityDept.跟踪验证实施效果FollowupandConfirm形成作业文件SOP工艺控制ProcessControl技术部组织分析原因AnalysisbyTech.D无效Noeffective有效Effective-12-NoNookok8、恭喜成功奖励Congratulation2、紧急措施TemporaryCorrectiveMeasure3、根本原因分析RootCauseAnalysis选择最佳处理方案Beststrategy5、验证Verification6、控制Controlling7、预防Prevention8D分析流程8DChart1、描述问题ProblemDescription检验处理方案效果EffectVerification4、实施永久措施PermanentPlan-13-交付应急计划ContingencyPlan◆建立安全库存根据规格销售量,建立合理的安全库存,确保交付期不受影响,满足客户需求。生产区域调整合理利用柔性化生产方式,若遇突发情况会提前通知客户,在得到客户认可的前提下,我司可调整生产区域满足客户交付要求。StockAccordingtoDeliveringPlanEstablishthestockaccordingtomerchandiseplanning.Ensure100%OTD.FlexibilityofProductionEstablishaflexiblestyleofproducingthroughSOP.Ifemergencyoccurs,wewillnotifyclientsfirstly.Onlyafterreceivingclients’permission,plantschangecanbeimplemented.◆◆◆-14-质量方针QualityPolicy以市场需求为导向Takemarketdemandasguiding以顾客满意为目标TakeCustomerSatisfactionastarget-15-谢谢!Thankyou!
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 kingada
kingada
本文标题:钢帘线质量控制系统介绍
链接地址:https://www.777doc.com/doc-3825072 .html