您好,欢迎访问三七文档
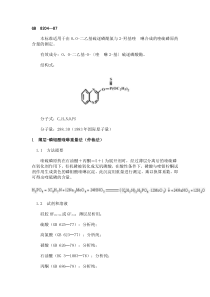
星级员工培训材料冲压工艺相关知识培训一、冲压工艺基础知识二、常见的冲压件缺陷三、冲压设备知识冲压工艺知识一、工艺流程:原材料(板料和卷料)入库→开卷线→大件清洗涂油、小件开卷剪切→A、B、C冲压生产线→安装模具调试首件合格→投入批量生产→合格件防锈→入库二、冷冲压定义、特点1.定义:冷冲压是指在常温下,利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要零件的一种压力加工方法。2.特点:产品尺寸稳定,精度高,重量轻,刚度好,互换性好,高效低耗,操作简单,易于实现自动化。三、冷冲压基本工序的分类1.冷冲压概括起来分两大类:成形工序和分离工序。(1)成形工序是坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸的冲压件。成形工序分:拉延、弯曲、翻边、整形等工序名称简图特点拉延把板料毛坯成形制成各种开口空心零件翻边把板料或半成品的边缘沿一定的曲线按一定的曲率成形成竖立的边缘整形为了提高已成形零件的尺寸精度或获得小的圆角半径而采用的成形方法翻孔在预先冲孔的板料或半成品上或未经冲孔的板料制成竖立的边缘弯曲把板料沿直线弯成各种形状,可以加工形状极为复杂的零件工序名称简图特点及常用范围弯曲压弯把坯料弯成一定的形状举例:自行车手柄卷板对板料进行连续三点弯曲,制成曲面形状不同的零件举例:消声器滚弯通过一系列轧辊把平板卷料滚弯成复杂形状举例:门导轨拉弯在拉力与弯矩共同作用下实现弯曲变形可得精度较好的零件拉延:利用拉延模使平面坯料(工序件)变成开口空心件的冲压工序。弯曲:将板料、型材、管材或棒材等弯成一定的角度、一定曲率形成一定形状的冲压方法。SRV排气管吊挂支架翻边:在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成竖立边缘的冲压成型方法。(2).分离工序是使板料按一定的轮廓线分离而获得一定形状、尺寸和切断面质量的冲压件。分离工序分:落料、冲孔、切口(工艺)、切边等冲孔:使材料沿封闭曲线相互分离,封闭曲线以外的部分作为冲裁件时,称为冲孔。切边:将拉深或成形后的半成品边缘部分的多余材料切掉拉延件切边后的件四、冲压板材知识1.板材的分类和名称板材是指各种形状的半成品,如:薄板、中板、厚板、窄带材、带材等。按厚度分:厚板(4MM以上)、中板(3-4MM)、薄板(3MM以下)按轧制状态分:热轧钢板、冷轧钢板2.合金及合金钢我们通常所用的钢实际上就是铁碳合金,碳渗于铁基中形成固溶体,根据含碳多少,可以划分为低、中、高三类碳钢。合金钢无疑是铁基中渗入或固溶了其他的金属元素,从而改善了钢的塑性,比如08Al之类板料,主要是Al、Fe合金,有了这样的组合,板材的塑性大大改善,能够适应冷冲压的变形。3.板料对冷冲压的影响(1)钢板的厚度公差:钢板厚度公差超差是指钢板的实际厚度超过标准允许的偏差,它不仅影响零件冲压开裂,表面起皱,零件回弹,甚至可能造成重大的模具事故。这是影响冲压成败三要素之一。钢板厚度公差波动的大小,实际上影响模具对零件施加压力的大小,金属流动的难易,从而影响零件冲压开裂和起皱。(2)钢板的表面缺陷按规定,热轧钢板的表面不得有裂纹、结疤、折叠、气泡、分层和夹层等对使用有害的缺陷。但允许有深度(或高度)不超过厚度公差一半的麻点、凹陷、划痕等轻微、局部的缺陷,并保证钢板的最小厚度。冷轧和热轧钢板的任何表面缺陷的存在,特别是超出标准允许的表面缺陷,都会成为影响零件冲压开裂、涂漆质量和车身外观质量的直接原因。(3)钢板的化学成分(1)碳。碳是钢中的一种最基本的元素,它提高钢板的强度,特别是抗拉强度。(2)硅。硅能提高冷轧钢板的强度。(3)锰。可防止钢过氧化和冷轧钢板边部避免产生龟裂的有利作用。(4)磷。具有良好的冷轧退火功能。但磷有冷脆性,对焊接性能也有不利影响。(5)硫。对冲压有害无益的元素。(6)铝。防止钢板时效、作为强脱氧剂、有利于深冲性能。4.汽车冲压用钢板应具有以下三方面的基本质量要求:(1)良好的表面质量。材料的表面应光洁平整,无分层和机械性质的损伤,无锈斑、氧化皮及其它附着物。(2)严格的厚度尺寸公差。材料的厚度公差应符合国家规定标准。(3)优异的深冲性能。材料应具有:良好的塑性、屈强比小、板厚方向性系数大、材料的屈服极限与弹性模量的5.冷冲压用钢板冷冲压过程中所用的板料大多为冷轧薄板。冷轧薄板因具有板面平整、尺寸精度高而受到冷冲压的青睐。因国家和地区而异,薄板的称谓(或牌号)大相径庭,但其组织结构及物化性能却大同小异。目前,冲压车间所用的牌号均为St系列,例如:St13、St14、St16等。五、各工序名称及其代号工序名称拉延修边冲孔整形代号DR(draw)TR(trimming)PRC/PI(Piercing)RSTRestrcting成形翻边切开落料翻孔落料冲孔FO(Form)FL(Flange)SEP(Separating)BL(blank)BUR(burring)BL-PRC目前冲压车间生产的零件中,有一部分属于覆盖件,如:发动机盖外板、顶盖、车门等。对覆盖件的要求如下:1.尺寸和形状应符合检具和经过焊装合件匹配的样件。2.表面质量好。外覆盖件(尤其是轿车的外覆盖件)表面不允许有波纹、皱纹、凹痕、划伤、擦伤、压痕等缺陷,棱线应清晰、平直、曲面应圆滑、过渡均匀。六、覆盖件3.刚性好。覆盖件在成形过程中,材料应有足够的塑性变形,以保证零件具有足够的刚性。4.良好的工艺性。覆盖件应具有良好的冲压工艺性能和焊接工艺性能,以降低冲压和焊装的生产成本。冲压工艺性,主要是看各工序,特别是拉深工序能否顺利进行、能否稳定生产。1、工作零件包括凸模和凹模等零件。2、定位零件主要包括挡料销、定位销等零件。3、压料、卸料、顶料零件主要包括卸料板、顶料器、气动顶料装置等零件。4、导向零件包括导柱、导套、导板等零件。5、支持零件包括上、下模板和凸凹模固定板等零件。七、模具结构6、紧固零件包括内六角螺钉、卸料螺钉等零件。7、缓冲零件包括卸料弹簧、聚氨脂橡胶和氮气缸等。8、安全零件及其它辅助零件主要有安全侧销、安全螺钉、工作限制器、存放限制器、上下料架、废料滑槽、起重棒、吊耳等。安全侧销:主要作用是防止上模压料板紧固螺钉松动或断裂,导致压料板落下,造成人员、工装的重大损失。存放限制器:主要作用是防止模具弹性元件长期受压而失效和防止刃口长期接触影响刃口的寿命。(一般采用聚氨脂橡胶)工作限制器:主要作用是限制凸凹模的吃入深度。生产缓冲器安全侧销工作限制器模具存放器1、冲压工艺及冲模设计的影响及提高冲模寿命的措施。(1)冷冲压用原材料的影响。例如:原材料厚度公差不符合要求、材料性能波动、表面质量差和不干净等A.冲压前应对原材料的牌号、厚度、表面质量进行严格检查B.保证材料表面质量和清洁八、影响模具寿命的因素(2)排样和搭边的影响排样方法与搭边值对模具寿命影响非常大,不必要的往复送料排样法和过小的搭边值往往是造成模具急剧磨损和凸凹模啃伤的重要原因。(3)模具导向结构和导向精度的影响必要和可靠的导向,对于减小工作零件的磨损,避免凸凹模啃伤极为有效。(4)模具几何参数的影响凸凹模的形状、间隙和圆角半径不仅对冲压件成形影响极大,而对模具的磨损影响也很大。2.模具的材料的影响模具的材料性质及热处理质量对模具寿命的影响是影响模具寿命诸因素中最重要的因素。3.模具的热加工和表面强化的影响4模具加工工艺的影响模具加工后模具的表面粗糙度对模具的寿命影响很大,所以要根据制件情况,合理的选择加工工艺。5.压力机的精度与刚性的影响6.模具的使用、维护和保养的影响正确使用、维护和保管模具是提高模具寿命的重要方面。它包括模具正确安装与调整;注意保持模具的清洁和合理的润滑;防止误送料、上双料;严格控制凸模进入凹模的深度,控制校正弯曲、整形等工序中上模的下死点位置;及时的打磨、抛光等。九、对冷冲模具用钢使用性能的基本要求1、具有高硬度和强度,以保证模具在工作过程中抗压、耐磨、不变形、抗粘合2、具有高耐磨性,以保证模具在长期工作中,其形状和尺寸公差在一定范围内变化,不因过分磨损而失效3、具有足够的韧性,以防止模具在冲击负荷下产生脆性断裂4、热处理变形小,以保证模具在热处理时不因过大变形而报废5、有较高的热硬性,以保证模具在高速冲压或重负荷冲压工序中不因温度升高而软化十、工艺纪律检查的主要内容1、检查产品的图纸、标准、产品设计更改通知书等文件是否齐全,是否能满足生产需要,是否符合工艺管理方面的有关规定。2、检查工艺文件是否齐全,是否能满足生产需要,冲压车间现场使用的工艺文件主要有冲压工序卡、冲压下料卡、检验工序卡、模具安装卡等。3、检查技术文件是否正确、完整、统一。4、检查材料、在制品、成品是否符合工艺要求、产品图纸的情况。5、检查工艺设备、工装技术状况。6、检查质量检验的正确性与及时性。7、检查生产现场管理情况。8、检查工艺管理工作情况。9、检查各类人员执行工序卡的情况。冲压件常见的质量缺陷一、落料冲孔(修边)缺陷:毛刺过大、变形、表面划伤、尺寸不符、少孔等。(1)毛刺过大→凸凹模间隙过大或过小;刃口磨损;导向精度差;凸凹模位置不同心等(2)变形→孔距太小;压料板与凹模型面配合不好;间隙过大等(3)表面划伤→操作时有拖、拉等现象;板料在剪切过程中划伤等(4)尺寸不符→上料不到位;定位装置损坏或松动,位置窜动等(5)少孔→冲头折断;冲头长度不够等毛刺变形少一刺破孔二、拉延缺陷:拉裂、起皱、表面拉伤、波浪、鼓包、凹坑、麻点等。(1)拉裂→凸凹模R角半径过小;压边力过大;材料成形性能差或材料尺寸偏大;凸凹模间隙太小;润滑不当;定位不准;凸凹模R角或拉延筋不顺、拉毛等(2)起皱→凸凹模R角半径过大;压边力过小;材料尺寸偏小;凸凹模间隙太大;润滑过甚;定位不准;拉延筋布置不良,高度不够等(3)表面拉伤→模具工作表面有伤痕;材料表面有缺陷;润滑油中有杂质、废屑等(4)波浪、鼓包、凹坑、麻点→压边力小;润滑不当、模具型腔脏;材料表面脏;透气孔堵塞;模具型面不平、润滑油脏等起皱凸包开裂拉毛三、翻边缺陷:翻边不垂直、翻边高度不一致、翻边拉毛、翻边裂等。(1)翻边不垂直→凸凹模间隙过大(2)翻边高度不一致→凸凹模间隙不均匀;定位不准;落料件尺寸不准(3)翻边拉毛→刃口有伤痕;零件表面有杂质;刃口硬度太低(4)翻边裂→修边时毛刺大;凸凹模间隙太小;翻边处形状有突变翻边高度不一致翻边开裂翻边不垂直翻边拉毛冲压设备知识一、曲柄压力机1.曲柄压力机的工作原理:图10-13为曲柄压力机的工作原理图。曲柄滑块机构由偏心齿轮5、连杆6和滑块7组成。其职能是将偏心齿轮的旋转运动变成滑块的往复直线运动,将偏心齿轮的扭矩转变成滑块的压力。电动机1的运动和能量经过传送带传给大带轮3,通过离合器4、小齿轮13将运动传给曲柄滑块机构5、6、7。上模8安装在滑块7上,下模9固定在工作台10上。这样滑块带动上模对毛坯施加压力,完成塑性成形加工工艺。气垫11用来顶出工件或在拉深时作压边用。在曲柄滑块机构与大带轮之间设置有离合器4和制动器14,当需要滑块运动时,离合器接合,制动器脱开;当需要滑块停止运动时,离合器脱开,制动器接合制动,使滑块停止在某一位置上。2.传动理论:非冲压时期,电动机驱动飞轮使飞轮的转速加快,储存能量,冲压工作时飞轮释放能量而转速降低,如此循环。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 zhuyu1129
zhuyu1129
本文标题:冲压工艺基础知识
链接地址:https://www.777doc.com/doc-3847697 .html