您好,欢迎访问三七文档
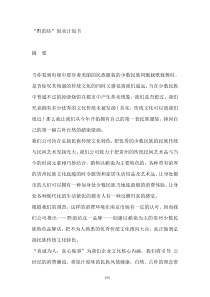
加工成型不良因素成型材料成型機台成型條件人為疏忽模具製造產品設計產品與模具對成型的影響.進澆口位置不佳.澆口尺寸不合.澆口數目不當.澆道形狀不當.成品厚度不均產品設計未注意事項.產生熔接線.成品產生噴流.原料流動不平衡.充填不足.成品收縮翹曲原因結果加工條件對成型的影響.射壓太高.射速調整不對.保壓時間太長.模溫太低.背壓過高.成品出現毛邊.成品表面流痕.因應力產生收縮.表面不佳.餘料擠出原因結果加工條件未注意事項材料對成型的影響.融熔指數太低.收縮率太大.材料吸濕.熱安定性不佳.內部黏度過高.產品不易成型.成品尺寸難控制.材料容易分解.材料容易熱裂解.成品產生噴流原因結果材料選擇未注意事項一.成形產品結構設計:最重要關鍵步驟二.模穴數及配置方式:選擇適當加工成形機三.模具型式:模具分開方式及澆道路徑四.澆口的設計:產品外觀及生產品質五.模具冷卻裝置排列:成形時間與生產品質六.頂出裝置:產品生產自動化七.排氣孔設計:產品內部強度產品模具開發流程成型品結構設計收縮及翹曲變形錯誤正確成品結構設計範例HXYTW一成品厚度加大,強度增加但亦會造成收縮變形,理想方式為加肋.二肋骨厚度為成品厚度50%以下三肋根厚度為成品厚度25%以下四肋骨高度為肋骨厚度300%以下成品厚度肋頂寬度肋頂高度肋根厚度肋根厚度1.5TT3T澆口澆口錯誤正確最佳成品結構設計範例澆口位置在成品厚度最厚處為最佳成型品結構厚度設計重點一.成型品結構厚度儘可能均勻.二.厚度之變化須採取漸進式,彼此差距不超過百分之五十.三.一般厚度在0.9mm至5mm範圍,但特殊配方規格可達8mm以上.四.澆口位置設計於厚度最厚處,如因造型特別需要,可更換到與肋連結的位置.射出成型機容量與成形品重量關係圖成型不良區成型區燒焦區020806040100無法成型區射出成型機容量(oz)36004002800120020000成形品重量(g)射出機條件設定•壓力•射壓:依照產品尺寸或模穴數決定•保壓:射膠後繼續補充之壓力•背壓:熔膠時依熔融難易而設定•速度依據模具結構形狀分段設定•溫度•射溫:依據材料特性及流動情形•模溫:輔助材料在模具中流動•料溫:材料熔融時真實溫度進料漏斗油壓力計140kg/cm2活塞(直徑182mm)140kg/cm2螺桿(直徑57mm)1400kg/cm2成形品272kg/cm2射出成型機壓力指示圖射出機成型週期壓力變化壓力時間特快鎖模16004080120Kgf/cm2低壓鎖模鎖模射膠保壓熔膠開模特快開模射出過程壓力變化壓力充填冷卻保壓壓縮射出油壓模具內離澆口較近模具內離澆口較遠時間短射氣泡龜裂白化溢料變形收縮短射流痕剝離氣泡溢料燒焦凹陷熔接線短射氣泡龜裂白化變形物性收縮收縮翹曲充填冷卻保壓壓縮射出過程各階段產生問題射出速度螺桿行程噴嘴澆口噴流燒焦流痕熔接線良品射出速度領域終點射速設定方式成形品的特性.須大量化生產.成形品結構簡單且成形容易.縮短成形週期條件設定:提高射出速度射出成形要求重點防止模具變形而產生厚度偏差現象時間1000%%射速0%100%成形品的特性.肉厚不均一的成形品.模具內流動較不規則.成形品設計有造成流速急劇上升射出成形要求重點防止成行品產生流痕現象時間0100%%射速0%100%條件設定:射速設定方式成形品的特性.肉厚不均一的成形品.模具內流動較不規則.成形品設計有造成流速急劇上升現象提高射出速度射出成形要求重點防止成行品產生熔接線現象時間0100%%射速0%100%條件設定:射速設定方式模穴平衡設計87432165冷料井產品澆道澆口56127834不良設計較佳設計澆道設計的重點一.使材料以最短的路徑進入模穴,使熱損失及射壓壓力損失降至最低.二.材料流入澆道中,儘可能在同樣溫度及壓力與時間進入各模穴,以減少殘留應力.三.澆道截面積須適當,以節省成型材料及成型冷卻時間.四.澆道的形狀設計,須考慮模具加工費用與產品成型與外觀的須求.澆道形狀種類圓形六角形拋物線方形半圓形梯形成型效率最佳,熱量與摩擦損失最低,澆道中心部份最後凝固,可有效保壓,但模具是最難加工適用多模板模具,模具加工及成品脫模容易,但產生廢料較多適用於分模面較複雜模具,成品脫模性佳,但流動阻力大對模具加工及產品成型效率最高,但成品脫模最困難為梯形的修正模式,優缺點類似梯形澆道為雙梯形澆道修正模式,優缺點類似圓形澆道澆道形狀設計正確圓形半圓形方形梯形錯誤澆道尺寸決定成品厚度較薄D=0.3(G.L)0.25a.2mmD7mmb.G100gc.T4mm成品厚度較厚D=0.45(G.L)0.25a.7mmD15mmb.G250gc.T8mm此處L:澆道長度T:成品厚度使用範圍使用範圍G:成品重量D:澆道直徑澆口設計的重點一.須在模穴填充結束,材料迅速凝結,防止材料回填.二.澆口須易於模具與澆道產生分離,以利於生產自動化.三.澆口尾料切除後,殘留痕跡不可太明顯,造成外觀難看.常見澆口設計型式.扇形澆口.凸片澆口(又稱耳式澆口).直接澆口.側面澆口.薄片澆口.圓盤澆口.針點澆口.無澆道口(又稱熱澆道口)最佳設計扇形澆口凸片澆口特點為材料進入模穴後能均勻填滿模穴,減少成型品熔接線及表面凹陷,使成型外觀良好特點為材料進入模穴前須先拐900彎角,減少成型品流痕及並減緩澆口附近應力澆口尺寸決定扇形澆口LWTH單位:mmL:澆口長度L=1.0~1.3W:澆口寬度W=0.025(S)0.5H:澆口高度H=0.75TT:成品厚度S:成品表面積凸片澆口設計TWHLL:澆口長度L=1.5(D)W:澆口寬度W=DH:澆口高度H=1.0(T)T:成品厚度D:澆道直徑單位:mm進產澆生方不式同差熔異接將線會排氣孔的設計包封產生熔接線進澆口
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 408743
408743
本文标题:加工成型不良分析
链接地址:https://www.777doc.com/doc-3869838 .html