您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 第8章 产品标准及检验
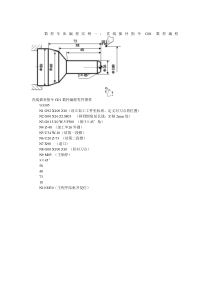
第8章产品标准及质量检验、试验8—1第8章产品标准及质量检验、试验8.1前言企业的生产经营活动是一个复杂的过程,由于受人、机、料、法、环境与检测等主客观因素的影响,往往会引起产品质量的波动。为了保证质量,需要对生产过程各环节进行质量检验,严把质量关,维护企业信誉和提高经济效益。通过质量检验、试验可以收集、积累和反馈大量的数据、质量信息和情报。8.1.1检验、试验的工作内容⒈熟悉与掌握标准:熟悉产品特性的内容,并将特性要求转换成明确而具体的质量要求、检验方法和所用工器具。通过对标准要求的具体化,使有关人员熟悉与掌握什么样的产品是合格品。⒉测量:按规定采用的计量器具、测试设备或理化分析仪器,对产品的一项或多项特性进行定量(或定性)的测量、检查、试验或度量。⒊比较:把检验结果与规定要求(或标准)相比较,然后观察每一个质量特性是否符合规定要求。⒋判定:根据比较的结果,判定被检验的产品合格与否。⒌处理:对于批量产品,根据检验判定结果,作出接收、返工、返修、判废等结论。⒍记录:把所测量的有关数据,按记录的格式或要求,认真做好记录并保存一定期限。8.1.2质量检验的分类⒈按生产过程的次序可分为:⑴进货检验;⑵过程检验;⑶最终检验(又称成品检验)。⒉按检验方法可分为:⑴理化检验;⑵感官检验;⑶试验性使用鉴别。⒊按样品数量分可分为:⑴全数检验;⑵抽样检验。⒋按质量特性类别可分为:⑴计量检验;⑵记数检验。⒌按检验后样品的状况可分为:⑴破坏性检验;⑵非破坏性检验。第8章产品标准及质量检验、试验8—2⒍按检验人员可分为:⑴自检;⑵互检;⑶专检。8.1.3质量检验依据质量检验的依据是技术标准(包括管理标准)、产品图样、制造工艺以及有关技术文件。铝合金车轮制造从原材料进厂到成品出厂,需要经过多种类型的检验,如原、辅材料的进货检验;生产中过程检验;成品的检验即终检。只有铝合金车轮成品检验合格后,产品才能出厂销售,装车使用。在这些检验过程中会涉及到很多产品标准、检验标准,以此标准作为检测的依据、判定的准则。这些标准及检测手段涉及到行业标准、国家标准及国外标准。8.1.4标准的分类国际标准、国家标准、行业标准、地方标准、企业标准、强制性标准、推荐性标准、通用性标准。8.1.5铝合金车轮检验通用流程:铝液测氢检查---光谱分析---X光检测---毛坯外观、尺寸检查---热处理后机械性能(硬度、延伸率、抗拉强度、屈服强度、金相)---机加工尺寸检查---密封性检查---涂装质量检查(附着力、硬度、涂膜厚度、盐雾试验)---台架试验(冲击、弯曲、径向)---动平衡检测---终检外观8.2原、辅材料的进货检验铝合金车轮生产中的主要原辅材料包括:A356铝合金锭、漆粉稀料、工装模具、刀具、包装材料等。本章重点介绍A356铝合金锭、模具的检验内容及方法。8.2.1A356铝合金锭的检测标准、判定依据及处理办法根据炉号不同,每炉取试料依据如下方面进行检测:⒈化学成分(%)通过光谱仪进行成分分析,检测出各种元素的含量,与企业标准中的相关要求进行对比。⒉针孔度通过金相分析进行检测。铸造铝合金针孔度分为五级。我公司标准针孔度应不大于2级。⑴金相试样应经机械加工至表面粗糙度Ra值不大于1.6μm,必要时可用砂纸磨光。⑵制备好的金相试样,腐蚀前用汽油、酒精或丙酮清洗干净。第8章产品标准及质量检验、试验8—3⑶清洗干净的金相试样用10~15%氢氧化钠水溶液浸蚀10~15min浸蚀温度控制在25±5℃较为适宜。⑷浸蚀后,试样经水冲洗,然后用20~25%硝酸水溶液除去试样表面的腐蚀膜,并经水洗,干燥后进行观察。⒊外观⑴铸锭形状、规格应便于包装、运输及使用。⑵铝锭表面应整洁,不允许有霉斑、熔渣及外来夹杂物。但允许有轻微的夹渣及修整痕迹或因浇注收缩而引起的轻微裂纹存在。⑶铸锭断口应致密,不允许有严重缩孔、熔渣及夹杂物。⒋检验规则⑴铸锭由供方技术监督部门进行检验,保证产品质量符合标准规定,并填写质量证明。⑵需方应对收到的产品按照企业标准的规定进行检验,如检验结果与标准规定不符时,应向供方提出,由供需双方协商解决。如需仲裁由供需双方共同在需方取样。⑶产品应成批提交验收,每批应由同一牌号、同一炉熔炼的合金组成。经供需双方商定,也可由二炉或几炉熔炼的合金组成,但批重应不大于5000Kg。⑷每炉(批)合金锭应进行化学成分、断口组织及表面质量的检验。⑸断口检验用试样应从该批铸锭中任取一锭,在锭长1/4处,由底部锯至不大于锭厚1/3处打断取得。⒌检验结果判定化学成分、断口组织检验结果不符合标准规定时,在该批产品中取双倍试样复验。复验后仍有一个结果不符合标准规定时,则该批产品综合判定为不合格。铸锭表面质量不符合外观规定时,则该锭为不合格。⒍标志、包装、运输、贮存和质量证明书⑴铸锭表面应清晰的标注合金牌号(或代号)、炉号。⑵铸锭按牌号堆放贮存和运输,不得混号并堆垛整齐。注意防雨、防潮、防腐蚀。⑶每批产品应附有质量证明书,内容至少包括:①供方名称;②产品名称、牌号(或代号)及注册商标;③质量检验分析结果及技术监督部门检印;④批号或炉号;⑤净重和件数;⑥应用标准编号,如GB/T1173-1995;第8章产品标准及质量检验、试验8—4⑦出厂日期。8.2.2模具的进厂检验⒈必须严格按照我公司提供的产品图纸、技术文件要求设计模具;⒉冷却通道的设计要符合铸造的工艺性要求;⒊运动部件,特别是顶杆等配合间隙要符合技术要求,运动正常,不漏铝。顶杆套与模具间要为过盈配合。顶杆长短一致,且与模具表面平齐或凹入表面1.0mm;⒋风管、水管齐全,位置及方向要正确无误、安装牢固,并且管路畅通,上、下模板面上要有与各管路位置相对应的标记。上、下模板的平面度≤1.0mm;⒌上模的刻字要完整清晰,符合图纸要求,不得有损伤;⒍模具型腔表面不可有裂纹、磕碰伤、腐蚀缺陷。模具表面应做防锈处理,不能有渣孔、疏松等锻造缺陷,整体模具不能有焊补处;⒎下模气门孔位置标识要与边模气门孔位置标识对应;⒏模具在正常使用条件下。保证技术要求中规定的使用寿命;⒐模具上、下、边模材料应符合技术协议中的相关规定。8.3产品过程检验8.3.1测氢检验⒈原理铝液中氢是唯一大量溶于液态铝中的气体。由于氢的存在,铝铸件极易产生针孔、气孔等缺陷,它导致铸件的力学性能、内部质量大为降低。为此人们在铝铸件的生产过程中采用多种方法对铝液进行精炼、除气,以减少铝液中的氢含量,从而减少铸件缺陷的产生。减压凝固检验(见左图),是在减压(一定真空度)条件下,观察铝液试样冷却凝固时析出气泡的情况或观察试样断面形状、气孔状况并与标准试样相对比,以此间接定性确定铝液中的含氢量。此法简单,快速,适合目前大多数铝铸件生产厂家应用。⒉测氢仪构造铝液测氢仪由真空系统、机架、电气控制系统、分析天平等几个部分组成。右图为分析天平。第8章产品标准及质量检验、试验8—5⒊工作要求⑴准备工作①取样坩埚应喷涂料并且干燥后再用。②检查测氢所用的仪器和工具及标样是否完好,真空压力表工作是否正常。⑵取样并检验①用钳子夹住坩埚在铝液液面下10~15cm处取样。舀出并倒掉坩埚上半部多余的铝液,使所取得铝液量为坩埚容量的2/3左右。如发现所取的样含有渣而不能用时,应重新取样。②将所取试样迅速放入测氢仪的真空仓内,盖上保压罩,打开真空泵电源开关。当保压罩内的负压在-0.0936~-0.097Mpa时,让试样在测氢仪里保压3-5分钟。③卸压后用铁钳从真空仓内取出试样与标样进行对比,然后根据标样来判断是否合格。④试样冷却后,若外观特征不明显,应进行铝液密度检验来判断。⑶密度检验判定要求①中间包(浇包)内的测氢标准ρ铝≥2.60g/cm³;保温炉内的测氢标准ρ铝≥2.45g/cm³。②铝液含氢量检验合格后才可以进行生产,不合格的需重新除气。③当保温炉内的铝液停止使用时间超过四小时时,需重新进行含氢量检验。④铝液进行含氢量检验的样块,至少保留一个月的时间,以便追溯。8.3.2光谱分析⒈原理光电检测的原理一般是通过光电接受元件将待测谱线的光强转换为光电流,而光电流由积分电容累积,其电压与入射光的光强成正比,测量积分电容器上的电压,便获得相应的谱线强度的信息。不同的仪器其检测装置具有不同的类型,但其测量原理是一样的。其光电检测系统主要有以下四个部分组成:光电转换装置;积分放大电路及其开关逻辑检测;A/D转换电路;计算机系统。⒉光谱仪的操作流程。①用标准A356铸铝标样对光谱仪进行标准化校准,以保证光谱仪能在校准状态下工作。第8章产品标准及质量检验、试验8—6②用坩埚从炉内取样,舀出并倒掉多余的铝液,使铝液量为坩埚容量的2/3左右,所取试样需冷却至室温后进行检验。③检验前,用车床将待检验面车去表层2mm,使粗糙度不得高于Ra6.3,加工的平面不允许有污物。④加工后的试样用光谱仪进行成份检验,每个试样需检验三点以上,待检验结果稳定后填写化学成份报告及铝液质量分析记录,检验标准参照企业标准。⑤处置措施:若铝液化学成份不合格,检查员应要求车间将其调整至合格,若车间无法调整,检查员有权停止生产。⑥光谱室温度要求20±5℃;湿度要求≤70%。⑦每块样品应进行编号,编号应具有唯一性。编号原则应能体现以下信息:a取样地点;b样品月份;c样品日期;d铸造车间班组号;e光谱检验员班号;f样品序号(数字两位)。⑧进行化学成份检验的样块,至少保留一个月的时间,以便追溯。8.3.3X-射线探伤⒈基本原理X射线探伤的基本原理是它能穿透可见光不能穿透的物质。在铝合金车轮生产中普遍应用于铸造毛坯的内部质量控制。⒉基本结构操作面板、水冷却系统、X射线装置、机械系统、系统信息系统等。⒊X-射线探伤机的实际应用⑴检验依据是按照X射线缺陷标准图谱ASTME155或应客户要求进行检验。下表为车轮内部缺陷X光判别级别缺陷类型轮盘部分轮辐轮辋特殊轮型B区部位合格不和格合格不和格合格不和格合格不和格气孔*456767其它67第8章产品标准及质量检验、试验8—7圆形气孔*56676778其它67长形气孔*45676767其它67疏松*34454567其它45夹渣、异物(低密度的)*45565678其它56夹渣、异物(高密度的)*455656其它56注:*为螺栓孔和中心孔之间的关键部位⑵判定方法①集中的缺陷(即缺陷的密度较大)。如果单个缺陷小于标准规定级别,并且缺陷的间距大于缺陷最大尺寸,视为合格。②分散的缺陷(即缺陷的密度较小),为合格。缺陷间的间距大于缺陷的最大尺寸时为合格,否则为不和格。③最大的缺陷尺寸小于标准规定的合格级别时为合格。④特殊轮型,特殊部位检查标准表“特殊轮型B区”。⑤缺陷必须位于距离外表面3mm的区域内。⑥单个缺陷的级别按“特殊轮型B区”的级别验收。8.3.4热处理后产品性能检验检测车轮热处理后材料的力学性能,是质量控制系统的重要组成部分。通常采用同批铸件中因外观不合格的车轮作为热处理样轮,经同一批热处理后进行取样检测。第8章产品标准及质量检验、试验8—8检测车轮材料力学性能项目有:屈服强度、抗拉强度、延伸率、硬度、金相分析。企业标准的具体要求:硬度≥60HBW屈服强度≥214MPa抗拉强度≥114MPa延伸率≥7%8.3.5硬度检测硬度是评定金属材料力学性能最常用的指标之一。金属材料硬度的定义是:材料抵抗另一较硬材料压入的能力。硬度检测是评价金属力学性能最迅速、最经济、最简单的一种试验方法。常用的硬度测定方法有布氏硬度、里氏硬度、洛氏硬度和维氏硬度等测试方法。布氏硬度以HB表示---[N(kgf/mm2)]多用于有色金属和软钢,采用小直径球压头可以测量小尺寸和较薄材料。洛氏硬度可分为HRA、HRB、HRC、HRD四种,它们的测量范围和应用范围也不同。一般生产中HRC用得最多。压痕较小,可测较薄、较硬的材料和成品件等硬度。里氏硬度以HL表示。由于通过硬度试验可以反映金属材料在内不同的化学成分、组织结构及热处理工艺条件下机械性能的差异,因此硬度试验广泛应用于金属材料性能的检验、监督热处理工艺的正确性及新材料的研究。金属硬度检测主要有两类试验方法。一类是静态试
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 qjy427
qjy427
本文标题:第8章 产品标准及检验
链接地址:https://www.777doc.com/doc-3884737 .html