您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 椭圆锥孔加工检测方案
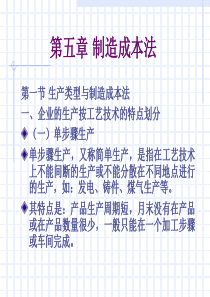
类似下面零件加工方案热处理后磨床加工或车床加工厚度留余量0.2~0.3,保证多腔一致,两个面都留余量。留0.1~0.15留0.1~0.15CNC第一次加工及基准选择以A面为基准,CNC只加工红色锥面,其它特征暂时不加工。AACNC第一次加工位置CNC加工自检或品质检测CNC加工或检测时保证此配合高度能控制在0.1~0.15即可(根据推圈留余量多少来定)。有一点刀损可以不用补正。记录实测数据。磨床做准高度以实测数据为准,磨床先磨A面,保证装配高度,再以A面为基准磨底面,保证零件厚度。A保证厚度保证装配高度小0.05(±0.01)CNC第二次加工及基准选择以A面为基准,CNC只加工黄色面(除椭圆锥面以外的其它特征)。AACNC第二次加工位置大家先检讨一下此方案,希望能通过大家的努力,能想出更加合理,更加简单的加工方法。谢谢
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 佬古董
佬古董
本文标题:椭圆锥孔加工检测方案
链接地址:https://www.777doc.com/doc-3894553 .html