您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 汽车关键件车门-引擎盖-翼子板模具设计
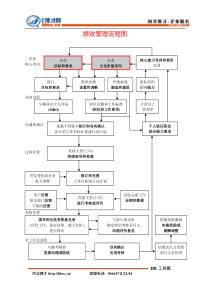
—82—以上尺寸精度要求表示的符号只是某一个汽车车身制造商制定的,其他汽车车身制造商制定的尺寸精度要求表示的符号不一定相同,但是內容是类同的。对于一些没有提供工程图的客户,作为模具设计制造商的技术部门,也必须事先向客户明确汽车车身冲压件在以上尺寸精度各个方面的要求。以便在制定汽车车身冲压件的冲压工法和设计拉延制件图时采取相当的技术措施,防止事后因为种种原因达不到车身冲压件的装配效果而返修,遗误工程。2,制定汽车车身冲压件的拉延制件图,确认拉延制件的冲压方向:在了解汽车车身冲压件的装配情况和精度要求之后,再根据前面阐述的“塑性变形理论”和“拉延制件塑性变形应遵守的准则”来观测和思考,抓住最主要的矛盾点,即冲压方向选择不当事后无法解决的问题点,并按以下步骤制定冲压方向:(1)设定基准点:为了准确地说明汽车车身冲压件在各道冲压工序模具中的放置位置,以及它原本处在汽车白车身座标系中的方位与车身冲压件在各道冲压工序模具座标系中的方位之间的关系,均要求在车身冲压件的尺寸链中设定一个基准点。我们注明这个基准点(标明它在汽车白车身座标系中的三维座标值,以及它的白车身座标系方位与模具座标系方位之间的转动角度值)在模具座标系中的位置座标值。有了基准点在模具中的座标,就等于在模具座标系中有了车身冲压件的全部尺寸。(图八十三)是骄车车身右后侧门外板三维立体图,它标注了基准点这个概念。三维立体图能使设计工程师一目了然,比较能正确地选择合适(图八十三)注明了基准点的骄车车身右后侧门外板三维立体图冲压方向。(图八十四)是骄车车身右后侧门外板二维三向视图(第三象限),它也标注了基准点这个概念。二维三向视图(第三象限)能把设计工程师的设计企图和设计数据详细的表达出来,方便于使用设计图的人取得三维立体图所不能表达的技术说明。使用UGS辅助设计软件能很方便地建立三维立体图,也能很方便地利用三维立体图再来建立二维三向视图(第三象限)。我们使用三维立体图和二维三向视图(第三象限)相辅相成地设计汽车车身冲压件的拉延制件图,无疑是一个比较完妥的方法。如果我们仅仅只是使用其中一种方法、或者使用先建立二维三向视图而后再建立三维立体图,其结果都不如先建立三维立体图而后再建立二维三向视图来得方便、准确和合理。—83—(图八十四)注明了基准点的骄车车身右后侧门外板二维三向视图(第三象限)基准点应设立在汽车车身冲压覆盖件的原本处在汽车白车身座标系中成整数座标线的交叉点上,如(图八十三)和(图八十四)所示,便于寻找。汽车车身冲压覆盖件基准点还应设立在该冲压覆盖件的內侧,不宜设立在该冲压覆盖件之外的空间。换句话说,它应设立在凸模型面和凹模型腔之內。我们在测定凸模和凹模型面尺寸时,均能方便地找到这个冲压件基准点,便于确认它们之间座标关系,如(图八十三)和(图八十四)所示。汽车车身冲压覆盖件基准点还应设立在该冲压覆盖件靠近中央的部位,如(图八十三)和(图八十四)所示。它有利于与模具中心或模具重心的重合,也有利于与压力机的压力中心相重合,三者能够重合于一点是模具设计最希望的状况,因为统一于一个基准点最为简明。(2)旋转汽车车身冲压覆盖件原本白车身座标系,确认各道冲压工序的冲压方向:以基准点为中心,旋转冲压件图形至最适合拉延成形的方向,这个方向也就是拉延模的冲压方向。通过基准点旋转冲压件图形即使基准点不动旋转冲压件原本汽车白车身座标系,最多经过二个座标方向的旋转而成。旋转后的新座标就是拉延模的座标系,只要我们标明了这二个座标系旋转了的角度值、基准点在模具座标系中的三维座标值,即完整地表达了汽车车身冲压覆盖件在拉延模中的位置,以及汽车车身冲压覆盖件各个部位在拉延模座标系中的三维座标值(即尺寸)。我们用这样的方法得到各道冲压工序想要的冲压方向。基准点不动旋转冲压件原本汽车白车身座标系为模具座标系有以下三种方式:[1]冲压件原本汽车白车身座标系按900倍数旋转(含不旋转):此时冲压件原本汽车白车身座标系与冲压模具座标系是统一的,或称冲压件原本汽车白车身座标系方位与冲压模具座标系方位互为900或是相同的,这是最简便的一种情况。如果我们以TL代表车身长度X方向(X轴)、以BL代表车身宽度Y方向(Y轴)、以WL代表车身高度Z方向(Z轴),然后将它们分别设置在模具座标系的长度x方向(x轴)、模具座标系的宽度y方向(y轴)、和模具座标系的高度z方向(z轴),就构成了这种最简的一种情况。如(图八十六)和(图八十七)所示,(图八十六)是注明了旋转到冲压方向的骄车车身后底板三维立体图,(图八十七)是注明了旋转到冲压方的骄车车身后底板—84—a)图面的右上方之处(图八十五)骄车后侧门外板(左/右)二维冲压工法图—85—b)图面的右下方之处(图八十五)骄车后侧门外板(左/右)二维冲压工法图—86—c)图面的中上方之处(图八十五)骄车后侧门外板(左/右)二维冲压工法图—87—d)图面的中下方之处(图八十五)骄车后侧门外板(左/右)二维冲压工法图—88—e)图面的左上方之处(图八十五)骄车后侧门外板(左/右)二维冲压工法图—89—f)图面的左下方之处(图八十五)骄车后侧门外板(左/右)二维冲压工法图—90—(图八十六)注明了旋转到冲压方向的骄车车身后底板三维立体图(图八十七)注明了旋转到冲压方的骄车车身后底板二维三向视图二维三向视图,它们也就是属于这种最简便的一种情况。[2]冲压件按原本汽车白车身座标系沿XZ平面绕Y轴旋转了一个角度(或者沿其它平面绕对应的轴旋转了一个角度):此时冲压件原本汽车白车身座标系与冲压模具座标系仅绕一个座标轴旋转了一个角度,但是它们有一个共同使用的基准点,把二个座标系联络在一起,通过换算冲压件每一个部分的尺寸都可以在模具座标系得到表达,这也是冲压件取得合适冲压方向的常用情况。如果我们以TL代表车身长度X方向(X轴)、以BL代表车身宽度Y方向(Y轴)、以WL代表车身高度Z方向(Z轴),我们只能将以BL代表车身宽度Y方向(Y轴)设置在模具座标系的宽度y方向(y轴)上,如(图八十八)和(图八十九)所示。(图八十—91—(图八十八)注明了旋转到冲压方向的骄车车身发动机盖外板三维立体图(图八十九)注明了旋转到冲压方向的骄车车身发动机盖外板二维三向视图八)是注明了旋转到冲压方向的骄车车身发动机盖外板三维立体图,(图八十九)是注明了旋转到冲压方向的骄车车身发动机盖外板二维三向视图。(图八十四)表达的该冲压件是按原本汽车白车身座标系沿YZ平面绕X轴旋转了一个角度,也属于这一常用情况,只是将以TL代表车身长度X方向(X轴)设置在模具座标系的宽度y方向(y轴)上。[3]冲压件按原本汽车白车身座标系沿XZ平面绕Y轴旋转了一个角度(或者沿其它平面绕对应的轴旋转了一个角度),得到X1、Y、Z1座标系;然后冲压件再沿YZ1平面绕X1轴又旋转了一个角度(或者在X1、Y、Z1座标系中沿其它平面绕对应的轴旋转了一个角度),得到模具座标系:—92—此时冲压件原本汽车白车身座标系与冲压模具座标系绕二个座标轴旋转了二个角度,但是它们仍然还是一个共同使用的基准点,仍然把汽车白车身座标系与冲压模具座标座标系联络在一起,通过换算冲压件每一个部分的尺寸都可以在模具座标系得到表达,这也是冲压件取得合适冲压方向的一种情况。如果我们以TL代表车身长度X方向(X轴)、以B(图九十)注明了旋转到冲压方向的骄车车身左前侧翼子板外板三维立体图(图九十一)注明了旋转到冲压方向的骄车车身左前侧翼子板外板二维三向视图L代表车身宽度Y方向(Y轴)、以WL代表车身高度Z方向(Z轴),我们只能将以BL代表车身宽度Y方向(Y轴)在第二次旋转后的投影轴设置在模具座标系的高度z方向(z轴)上,如(图九十)和(图九十一)所示。(图九十)是注明了旋转到冲压方向的骄车车身左前侧翼子板外板三维立体图,(图九十一)是注明了旋转到冲压方向的骄车车身左前侧翼子板外板二维三向视图。—93—为了使得三维立体图形的模具座标系与二维三向视图的模具座标系表达的座标值数据完全一致,在使用UG—NX3软件将三维立体图形转换成二维三向视图时,二维三向主视图一定是选择三维立体图形第二次旋转所沿用的车身座标平面方向视图,然后先旋转三维立体图形第二次旋转的角度,再旋转三维立体图形第一次旋转的角度,如此倒过来得到二维三向视图。确定冲压方向是个繁琐而又扰人的工作,但是决不能因繁琐而省略旋转冲压件原本汽车白车身座标系为模具座标系的方式,从而得不到理想的冲压成形效果。3,制定汽车车身冲压件的拉延制件图,选择拉延制件工艺压料面:汽车车身冲压件的曲面形状是我们应当做到的目标,它是不可改变的,然而它们的形状是各个不一的,差异甚大,又很难满足冲压件拉延变形的要求,因此利用选择拉延制件工艺压料面形状来统一汽车车身冲压件的曲面形状与冲压件拉延变形的要求之间的矛盾。换句话说,通过选择拉延制件工艺压料面合适形状,比较容易得到冲压件各个部位的塑性变形趋向均匀化。当拉延模的凹模和压边圈的工艺压料面夹紧展开料钢板材料,凸模开始拉延引伸之前,使板材夹紧变形的压料面曲面形状应该是光滑圆顺的,不能产生波纹和折痕,否则,事后在凸模拉延成形路径中无法消除,最终在覆盖件曲面上流下难以消除的皱纹和折痕,达不到覆盖件的质量要求。同时还将造成拉延凸模的早期磨损,降低覆盖件的尺寸精度。我们从以下几个方面来说明制作拉延制件工艺压料面的一些方法:(1)最合适的拉延制件工艺压料面有以下几种基本形状:[1]由单曲面构成的拉延制件工艺压料面如(图九十二)所示:它可以是各种不同曲率(图九十二)构成的拉延制件工艺压料面的种单曲面(必须大于相对应覆盖件部位曲面曲率)的圆柱面,包括凸柱面和凹柱面;它也可以是各种不同曲率(必须大于相对应覆盖件部位曲面曲率)的圆锥面,包括凸锥面和凹锥面;它还可以是各种不同曲率(必须大于相对应覆盖件部位曲面曲率)的四角拽起的圆柱面,包括向上拽起的圆柱面和向下拽起的圆柱面。[2]由大曲率半径组成的双曲面构成的拉延制件工艺压料面如(图九十三)所示:它可以是各种不同曲率(必须大于相对应覆盖件部位曲面曲率)的双曲面,包括凸曲面、凹曲面、和双向曲面。双曲面自身的双向曲率半径是要受到一定限制的,因为简单地弯曲双曲面(当双向曲率半径比较小时),会造成变形钢板中部产生波纹和折痕,事后在凸模拉延成形路径中无法消除,最终在覆盖件曲面上流下难以消除的皱纹和折痕,达不到覆盖件的质量要求。只要是在拉延模的凹模和压边圈的工艺压料面夹紧展开料钢板材料时,不要产—94—-(图九十三)构成的拉延制件工艺压料面的种双曲面生意外的波纹和折痕,或者事后在凸模拉延成形路径中能将钢板材料上产生意外的轻微波纹和折痕消除,即在事后拉延成形路径中钢板材料上仍然能产生双轴向拉伸变形来消除已产生轻微的波纹和折痕也是可以的,但是最终在覆盖件曲面上不能流下难以消除的皱纹和折痕。双向曲率半径大到甚么程度才是可以成功的呢?这种定量分析还得依靠我们在日常模具设计中累积经验数据,用相似比较法才能解决。(2)根据确定了拉延冲压方向的冲压件型面配选冲压工艺压料面形状的方法:(图九十四)是骄车顶盖外板的拉延制件压料面制定方法图,工艺压料面的曲率必需(图九十四)骄车顶盖外板的拉延制件压料面制定方法图大于旋转至拉延方向之顶盖型面相对应的曲率,以便得到理想的拉伸变形状态。同时工艺压料面还应满足(图九十二)和(图九十三)的要求。在这里我们以(图八十三)、(图八十四)和(图九十四)来叙述如何建立覆盖件的工艺压料面形状:[1]将无法在拉延中成形的翻边型面变换为可以在拉延中成形的修边型面:构成覆盖件的主要三维曲面均应是在拉延中成形出来,因为拉延成形是在塑性状态下发生的变形,属于永久变形为主体的变形,变形形状比较到位,变形尺寸也比较准确。但是,覆盖件有些局部三维曲面(例如构成覆盖件相连接的接合边之翻边,而不能是覆盖件外表面)是不太可能在拉延中全部成形出来,因此我们必须对这一部分三维曲面(特别是曲面边缘处)进行酌情的曲面变换,改变后的曲面既能适合事后模具修边,又能在—95—(图九十五)旋转到拉延方向的骄车车身右后侧门外板修
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 爱忍
爱忍
本文标题:汽车关键件车门-引擎盖-翼子板模具设计
链接地址:https://www.777doc.com/doc-3985935 .html