您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 第三章 机械加工表面质量
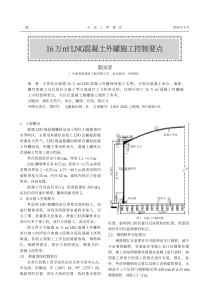
第三章机械加工表面质量主讲人:第三章机械加工表面质量第一节概述零件的机械加工质量不仅指加工精度,而且包括加工表面质量。表面质量是指零件加工后的表面层状态表面质量影响零件的工作性能、可靠性、寿命•机械加工后的零件表面实际上不是理想的光滑表面,它存在着不同程度的表面粗糙度、冷硬、裂纹等表面缺陷。虽然只有极薄的一层(几微米~几十微米),但都错综复杂地影响着机械零件的精度、耐磨性、配合精度、抗腐蚀性和疲劳强度等,从而影响产品的使用性能和寿命,因此必须加以足够的重视。零件表面质量表面粗糙度表面波度表面物理力学性能的变化表面微观几何形状特征表面层冷作硬化表面层内应力表面层金相组织的变化一、机械加工表面质量的含义第一节概述1.表面粗糙度:表面的微观几何形状误差。波距L<1mm之间的微小表面波纹,由刀具的形状及振动和塑变引起。评定的参数有轮廓的算术平均偏差Ra和轮廓微观不平度十点平均高度Rz。2.表面波度:波距L在1-20mm之间的表面波纹,由低频振动引起的周期性形状误差。(一)表面层的几何形状特征第一节概述第一节概述(二)表面层物理机械性能物理力学性能主要指的是下面三方面:⑴表面层加工硬化(冷作硬化)机加工时,工件表面层金属受到切削力的作用产生强烈的塑性变形,使晶格扭曲,晶粒间产生剪切滑移,晶粒被拉长、纤维化甚至碎化,从而使表面层的强度和硬度增加,这种现象称加工硬化,又称冷作硬化。⑵表面层金相组织的变化切削加工中,由于切削热的作用,在工件的加工区及其邻近区域产生了一定的温升。磨削加工时,表面层有很高的温度,当温度达到相变临界点时,表层金属就发生金相组织变化,强度和硬度降低、产生内应力、甚至出现微观裂纹。这种现象称为磨削烧伤。⑶表面层残余应力第一节概述表面粗糙度太大和太小都不耐磨。粗糙度太大,接触面的实际压强增大,粗糙不平的凸峰相互咬合、挤裂、切断,故磨损加剧;粗糙度太小,也导致磨损加剧。因表面太光滑,存不住润滑油,接触面间不易形成油膜,容易发生分子粘结而加剧磨损。就零件的耐磨性而言:表面粗糙度Ra的值在0.8~0.2um之间。表面粗糙度Ra的最佳值与机器零件的工作情况有关,载荷加大时,磨损曲线向上、向右移动,最佳表面粗糙度值也随之右移。二.表面质量对零件使用性能的影响1.表面质量对零件耐磨性的影响第一节概述第一节概述⒉表面质量对零件疲劳强度的影响⑴在交变载荷作用下,表面粗糙度的凹谷部位容易引起应力集中,产生疲劳裂纹。表面粗糙度值越小,表面缺陷越少,工件耐疲劳性越好;反之,越差。⑵适度的表面层冷作硬化能阻碍表面层疲劳裂纹的出现,从而提高疲劳强度。但冷硬程度过大,表层金属变脆,反而易产生裂纹。⑶表面层残余应力表面层残余压应力能延缓疲劳裂纹的扩展,从而提高零件的疲劳强度。表面层残余拉应力易使已加工表面产生裂纹并使其扩展而降低疲劳强度.3.零件表面质量对零件耐腐蚀性能的影响零件耐腐蚀性能很大程度上取决于零件的表面质量。表面越粗糙,凹谷越深,越易积聚腐蚀性物质,渗透与腐蚀作用越强烈而产生腐蚀。零件表面层的残余压应力使零件表面紧密,腐蚀性物质不易进入,可增强耐腐蚀性;而表面残余拉应力则降低零件耐腐蚀性。第一节概述4.零件表面质量对配合性质及其它性能的影响在间隙配合中,表面粗糙度使配合件表面的凸峰被挤平而增大了配合间隙,降低配合精度;过盈配合中,使配合件之间的有效过盈量减小甚至消失,影响配合的可靠性。过盈配合中,表面过于硬化,可造成表层金属与内部金属脱离,影响配合性质和精度;表面残余应力过大,引起零件变形,改变零件几何尺寸,影响配合精度和性质。5.表面质量对其他性能影响减小表面粗糙度可以提高密封性能,提高工件的接触刚度,降低运动零件的摩擦系数,从而减少发热和功率损耗,减少设备的噪声。第一节概述第二节影响机械加工表面粗糙度的因素影响机械加工表面质量的主要因素大致可归纳为几何因素、物理因素和加工中工艺系统的振动等。一.影响机械加工表面粗糙度的几何因素切削加工中,刀具相对于工件作进给运动时,在被加工表面上残留的面积越大所获得的表面越粗糙。用单刃刀切削工件时,残留面积与下列因素有关:几何因素•进给量f•刀尖圆弧半径r0•主偏角kr、副偏角kr′第二节影响机械加工表面粗糙度的因素b•由上面公式可知:减小进给量f,减小主、副偏角,增大刀尖圆角半径,都能减小残留面积的高度H,也就减小了零件的表面粗糙度。•进给量f对表面粗糙度影响较大,当f值较低时,虽有利于表面粗糙度的减小,但生产率也成比例地降低,切过小的进给量将造成薄层切削,易引起振动使表面粗糙度增大。•增大刀尖圆角半径有利于表面粗糙度的减小,但同时会引起吃刀抗力Fy的增加,从而加大工艺系统的振动使表面粗糙度增大。•减小主、副偏角均有利于表面粗糙度的减小,但在精加工时,它们对表面粗糙度的影响较小。•前角对表面粗糙度没有直接影响,但适当增大前角,刀尖易于切入工件,塑性变形小,有利于减小表面粗糙度。第二节影响机械加工表面粗糙度的因素切削速度对韧性材料表面粗糙度的影响第二节影响机械加工表面粗糙度的因素第二节影响机械加工表面粗糙度的因素二、影响机械加工表面粗糙度的物理因素1.切削力和摩擦力的影响切削过程中,刀具的刃口圆角及后刀面对工件的挤压和摩擦,使金属材料发生塑性变形,引起已有的残留面积扭歪和沟纹加深。加工脆性材料时,切屑成碎粒状,加工表面往往出现微粒崩碎痕迹,留下许多麻点,使表面显得粗糙。2.积屑瘤的影响当切削塑性材料时,切屑上的小颗粒会粘附在前刀面的刀尖处,形成硬度很高的积屑瘤。积屑瘤代替前刀面和切削刃进行切削。切屑与积屑瘤之间的摩擦力大于积屑瘤与前刀面的冷焊强度,或受到冲击、振动时,积屑瘤脱落,以后又逐渐生成新的积屑瘤。积屑瘤的生成—长大—脱落将严重影响零件表面粗糙度。第二节影响机械加工表面粗糙度的因素鳞刺形成过程各阶段示意图3.鳞刺的影响切削过程中,由于切屑在前刀面上的摩擦和冷焊作用,使切屑在前刀面上产生周期停留,挤压刚加工过的表面,严重时表面出现撕裂现象,在表面形成鳞刺,使表面粗糙不平。从上述方面来看,要减小表面粗糙度,需要减少切削力引起的塑性变形,还要避免产生积屑瘤和鳞刺。采取的工艺措施:选择不易产生积屑瘤和鳞刺的切削速度;改善材料的切削性能;正确选择切削液等。三、影响磨削加工表面粗糙度的因素㈠磨削加工的特点⑴磨削过程比金属切削刀具的切削过程要复杂得多磨粒在砂轮表面的高度不一致,整个砂轮的滑擦作用、刻划作用、切削作用同时产生。⑵砂轮的磨削速度高磨削温度高磨削速度比一般切削速度高得多,且磨粒大多数是负前角,单位切削力大,故切削温度高,易引起表面烧伤、工件变形和产生裂纹。⑶磨削时砂轮的线速度高参与切削的磨粒多,单位时间内切除的金属量大。径向切削力大,引起机床工作系统发生弹性变形和振动。第二节影响机械加工表面粗糙度的因素㈡影响磨削加工表面粗糙度的因素1.磨削用量的影响⑴砂轮速度随着砂轮线速度的增加,同一时间参与切削的磨粒数增加,每颗磨粒切去的金属厚度减少,残留面积减少,且高速磨削可以减少材料的塑性变形,减小表面粗糙度。⑵工件速度其他条件不变时,随工件线速度的降低,每颗磨粒每次切去的厚度减少,残留面积也小,因而粗糙度减小。但工件线速度过低,工件与砂轮接触时间长,传到工件上的热量增多,反而增大表面粗糙度,甚至使表面烧伤,通常取工件线速度等于砂轮线速度的1/60左右。⑶磨削深度和光磨次数磨削深度增加,磨削力合磨削温度都增加,塑性变形大,表面粗糙度值增大。一般是开始采用较大磨削深度,后采用较小的磨削深度,最后进行光磨。光磨次数增加,可减小粗糙度。第二节影响机械加工表面粗糙度的因素2.砂轮的影响⑴砂轮的粒度粒度越细,粗糙度数值小。磨粒太细,砂轮易被磨屑堵塞,使表面粗糙度值增大,若导热情况不好,还会烧伤工件表面。常用的砂轮粒度为80#以内。⑵砂轮的硬度•砂轮选得太软,磨粒易脱落,易于保持砂轮的锋利,但难于保证砂轮的等高性,使表面粗糙度值增大。砂轮太硬,磨损了的磨粒不易脱落,造成表面温度升高,塑性变形加大,使表面粗糙度增大;⑶砂轮的修整及时修整砂轮有利于获得锋利和等高的微刃,获得好的表面粗糙度。⑷砂轮的材料(即磨料)砂轮磨料分:氧化物类(刚玉类)、碳化物类(碳化硅、碳化硼)、高硬磨料类(人造金刚石、立方碳化硼)。钢类零件用刚玉砂轮;铸铁、硬质合金等工件材料用碳化物砂轮;第二节影响机械加工表面粗糙度的因素3.被加工材料的影响太硬易使磨粒磨钝→Ra↑;太软容易堵塞砂轮→Ra↑;韧性太大,热导率差会使磨粒早期崩落→Ra↑。第二节影响机械加工表面粗糙度的因素一.表面残余应力1.冷塑性变形的影响工件受挤压与摩擦,表层塑变伸长,基体仍处于弹性变形状态。切削后,表层产生内压应力,里层产生内拉伸应力。2.热塑性变形的影响表层温度下降快产生内拉应力,里层产生产生内压应力3.金相组织变化的影响体积收缩,产生拉应力,反之产生压应力。机械加工后工件表面层的内应力是冷态塑性变形、热态塑性变形和金相组织变化的综合结果。切削加工时起主要作用的是冷态塑性变形,表面层常产生内压应力。磨削加工时起主要作用的是热态塑性变形或金相组织变化引起的体积变化,表面层常产生内拉应力。第三节影响表面物理力学性能的工艺因素二、表面层加工硬化⑶工件材料的影响材料塑性↑→冷硬↑⑴切削用量的影响切削速度v↑→塑变↓→冷硬↓f↑→切削力↑→塑变↑→冷硬↑⑵刀具形状的影响切削刃rε↑、前角↓、后面磨损量VB↑→表层金属的塑变加剧→冷硬↑第三节影响表面物理力学性能的工艺因素淬火烧伤回火烧伤退火烧伤工件表面温度超过临界温度Ac3时,马氏体转变为奥氏体。若有冷却液作用,工件最外层金属出现二次淬火马氏体。其硬度比原来的回火马氏体高,但脆,其下为硬度较低的回火索氏体和屈氏体。由于二次淬火层极薄,表层总硬度降低.若工件表面层温度超过原来的回火温度,则表层的回火马氏体组织将产生回火现象而转变为硬度较低的回火索氏体或屈氏体表面层温度超过临界温度Ac3时,马氏体转变为奥氏体。若无冷却液,表层金属缓慢空冷形成退火组织。硬度和强度均大幅度下降。三、表面层金相组织变化与磨削烧伤第三节影响表面物理力学性能的工艺因素第四节机械加工中的振动•一、强迫振动(磨削加工)•(一)产生强迫振动的原因•内部振源:从地基或来自工艺系统内部;•外部振源:来自工艺系统之外;•(二)强迫振动的特性分析1.强迫振动的频率等于激振力的频率,与系统固有的频率无关。2.强迫振动的稳态过程是简谐振动,只要有激振力存在,振动系统就不会被阻尼衰减掉。3.强迫振动的振幅取决于振源激振力P,频率比λ和阻尼比D。4.强迫振动的位移总是滞后于激振力。•(三)减少强迫振动的途径•1.减少激振力;•2.避免激振力的频率与系统的固有频率接近,防止共振;•3.采取隔振措施。•4.采用消振措施。第四节机械加工中的振动二、自激振动(切削加工)•由系统本身引起的交变力作用而产生的振动。•(一)自激振动的特征•1.不衰减的振动;•2.自激振动的频率等于或接近系统的固有频率;•3.是否产生及振幅的大小取决于其在每一周期内,输入的能量是否大于消耗的能量,与输入的能力有关。•(二)自激振动的学说•(三)减少自激振动的基本途径•1.合理选择切削用量;•2.合理选择刀具的几何参数;•3.提高工艺系统的抗振性。第五节控制表面质量的工艺途径提高加工表面质量的加工方法有两大类:A:低效率、高成本的工艺措施,寻求各工艺参数的最佳组合,以降低表面粗糙度;B:着重改善表面的物理力学性能,提高工件的表面质量。•一、减少表面粗糙度的加工方法•(一)超精密切削和低粗糙度磨削•主要是在机床上下功夫•1.超精密切削—切除0.1um的金属层;走刀量小、切削速度高,刀具锋利、耐用,被加工工件表面质量高。•2.小粗糙度磨削加工—可替代光整加工,设备精度高,磨削用量选择合理,寻求各参数的最佳组合,进行过程控制。第五节控制表面质量的工艺途径•(二)采用超精加工、珩磨、研磨、抛光等方法作为最终工序加工•1.珩磨:提高尺寸、形状精度、表面粗糙度,不能改变位置精度。•(1)珩磨头的结构:•(2)珩磨
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 扫叶
扫叶
本文标题:第三章 机械加工表面质量
链接地址:https://www.777doc.com/doc-3995109 .html