您好,欢迎访问三七文档
当前位置:首页 > 办公文档 > PPT模板库 > 第1章 焊接电弧及其电特性
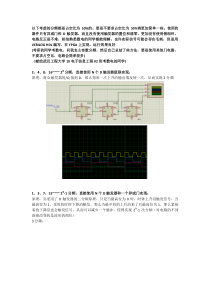
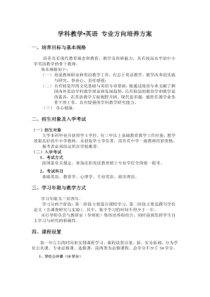
第1章焊接电弧及其电特性1.1焊接电弧的物理本质和引燃1.2焊接电弧的结构和伏安特性1.3交流电弧1.4焊接电弧的分类及其特点内容提要本章论述焊接电弧的物理本质、形成、结构和伏安特性,着重研究焊接电弧的电特性及交流电弧燃烧的特点。1.1焊接电弧的物理本质和引燃电弧是电弧焊接的热源,而弧焊电源则是电弧能量的供应者。弧焊电源电特性的好坏,直接影响到电弧燃烧的稳定性,而电弧是否稳定燃烧又直接影响焊接过程的稳定性和焊缝的质量,甚至效率。所以,我们首先必须了解焊接电弧的物理本质,特别是电特性,然后才能研究电弧对弧焊电源电气性能的要求。1.1.1气体原子的激发、电离和电子发射焊接电弧也是气体放电的一种形式。它与其他气体放电的区别在于它的阴极压降低、电流密度大,而气体的电离和电子发射是电弧中最基本的物理现象。1.1.1.1气体原子的激发与电离气体原子的激发如果气体原子得到了外加的能量,电子就可能从一个较低的能级跳跃到一个较高能级,这时原子处于“激发”状态,使原子跃至“激发”状态所需的能量,称为激发能。气体原子的电离使电子完全脱离原子核的束缚,形成离子和自由电子的过程为电离。由原子形成正离子所需的能量称为电离能。电离的形式在焊接电弧中,根据引起电离的能量来源,有如下三种电离形式:(1)撞击电离(2)热电离(3)光电离1.1.1.2电子发射在阴极表面的原子或分子,接受外界的能量而释放出自由电子的现象称为电子发射。电子发射是引弧和维持电弧稳定燃烧的一个很重要的因素。按其能量来源的不同,可分为热发射、光电发射、重粒子碰撞发射和强电场作用下的自发射等。1.1.2焊接电弧的引燃图1-1引弧过程电压、电流变化曲线图a)接触引弧b)非接触引弧u0—空载电压uf—电弧电压if—电弧电流1.1.2.1接触引弧接触引弧即是在弧焊电源接通后,电极(焊条或焊丝)与工件直接短路接触,随后拉开,从而把电弧引燃起来。这是一种最常用的引弧方式。图1-2接触引弧示意图1.1.2.2非接触引弧非接触引弧是指在电极与工件之间存在一定间隙,施以高电压击穿间隙,使电弧引燃。图1-3高频和脉冲引弧示意图a)引弧器接入方式b)高频高压引弧电压波形c)高压脉冲引弧电压波形uyh—引弧电压t—时间1.2焊接电弧的结构和伏安特性前面分析了焊接的物理本质和形成,现在介绍它的结构和电特性,即伏安特性,包括静特性和动特性。直流电弧和交流电弧是焊接电弧的两种最基本的形式。1.2.1焊接电弧的结构及压降分布电弧沿着其长度方向分为三个区域,如图1-4所示。电弧与弧焊电源正极所接的一端称阳极区,与负极相接的那端称阴极区。阴极区和阳极区之间的部分称弧柱区,或称正柱区、电弧等离区。阴极区的宽度约为10-5~10-6cm,而阳极区的宽度仅约10-3~10-4cm,因此,电弧长度可以视为近似等于弧柱长度。弧柱部分的温度高达5000~50000K。沿着电弧长度方向的电位分布是不均匀的。在阴极区和阳极区,电位分布曲线的斜率很大,而在弧柱区电位分布曲线则较平缓,并可认为是均匀分布的,如图1-4所示。这三个区的电压降分别称为阴极压降、阳极压降和弧柱压降。它们组成了总的电弧电压,可用下式表示:UiyUzUfiyzUUUU1.2.2焊接电弧的电特性焊接电弧的电特性包括静特性和动特性。1.2.2.1焊接电弧的静特性一定长度的电弧在稳定状态下,电弧电压与电弧电流之间的关系,称为焊接电弧的静特性伏安特性,简称电弧静特性。可用下列函数表示:ff()UfI焊接电弧的静特性曲线图1-5焊接电弧的静特性曲线电弧各区域压降与电流的关系图图1-6电弧各区域压降与电流的关系图几种常用焊接方法的电弧静特性曲线图图1-7几种常用焊接方法的电弧静特性曲线图a)焊条电弧焊b)埋弧焊(直流电源,焊丝φ=2.4mm)c)熔化极气体保护焊(1,2曲线,焊丝φ=1.6mm)1.2.2.2焊接电弧的动特性所谓焊接电弧的动特性,是指在一定的弧长下,当电弧电流很快变化的时候,电弧电压和电流瞬时值之间的关系:if()ufi电弧的动特性曲线图1-8电弧的动特性曲线1.3交流电弧交流电弧的引燃和燃烧,就其物理本质而言,与上述的直流电弧相同。交流电弧也是非线性的。上述的焊接电弧静特性对于交流电弧也是适用的。这时,和分别表示电弧电压和电弧电流的有效值。但是,交流电弧作为弧焊电源的负载,还有其特殊性。因此,在确定对弧焊电源的要求之前,还必须研究交流电弧的特点。fUfI1.3.1交流电弧的特点电弧周期性地熄灭和引燃交流电流每当经过零点并改变极性时,电弧熄灭,电弧空间温度下降。电弧电压和电流波形发生畸变热惯性作用较为明显埋弧焊电弧电压和电流波形图图1-9埋弧焊电弧电压和电流波形图a)不连续燃烧b)连续燃烧1.3.2交流电弧连续燃烧的条件交流电弧燃烧时若有熄弧时间,则熄弧时间愈长,电弧就愈不稳定。为了保证焊接质量必须将熄弧时间减小至零,使交流电弧能连续燃烧。1.交流电弧供电原理简图图1-10交流电弧供电原理简图2.交流电源电压、电弧电压和电流波形和动特性曲线图3.交流电弧连续燃烧的范围图1-12交流电弧连续燃烧的范围1.3.3影响交流电弧稳定燃烧的因素和提高电弧稳定性的措施1.3.3.1影响交流电弧稳定燃烧的因素空载电压引燃电压电路参数电弧电流电源频率f电极的热物理性能和尺寸1.3.3.2提高交流电弧稳定性的措施为了提高交流电弧的稳定性,在焊接电源方面除了焊接回路要有足够大的电感量之外,还可以采用如下措施:(1)提高弧焊电源频率(2)提高电源的空载电压(3)改善电弧电流的波形(4)叠加高压电1.3.4交流电弧的功率和功率因数在用交流电弧进行焊接时,要求能充分利用电弧功率,以获得较高的效率。此外,还希望在弧长略有变化时功率保持稳定,使焊接过程能顺利进行。因此,研究交流电弧功率及功率因数的影响因素和计算方法,也是有必要的。1.3.4.1交流电弧的功率交流电弧的电压和电流时刻都在变化。所以,交流电弧的功率是指交流电弧在半个周期内的平均功率(又称为有功功率),即为交流电弧的有功功率;、分别为电弧电压和电弧电流的瞬时值πfff01dπPuitfPfufi1.3.4.2交流电弧的功率因数交流电弧的功率因数是指交流电弧的有功功率与电弧电压和电弧电流有效值乘积之比值,即:ffffPUI交流电弧功率与K的关系图fP1.4焊接电弧的分类及其特点焊接电弧的性质与供电电源的种类、电弧的状态、电弧周围的介质以及电极材料有关。按照不同的方法,可作出如下的分类:(1)按电流种类可分为交流电弧、直流电弧和脉冲电弧(包括高频脉冲电弧)。(2)按电弧状态可分为自由电弧和压缩电弧。(3)按电极材料可分为熔化极电弧和不熔化极电弧。1.4.1自由电弧自由电弧可分为不熔化极电弧和熔化极电弧两种1.4.1.1不熔化极焊接电弧电极本身在焊接过程中不熔化,没有金属熔滴过渡,通常都采用惰性气体(如氩气、氦气等)保护。在我国因氦气甚为昂贵,在大多数情况下都采用氩气保护,电极多采用钨极或钨极掺有少量稀土金属,如钍或铈等,这种电弧通常称为钨极氩弧。钨极氩弧又分为直流电弧与交流电弧两种。1.4.1.2熔化极焊接电弧作为电弧一个极,在焊接电弧燃烧过程中是不断熔化并过渡到焊接工件上去的。熔化极焊接电弧,根据电弧是否可见又可分为明弧和埋弧两大类。明弧的电极也有两种:一种是在金属丝表面敷有涂料,即到处可见的焊条电弧焊所用的焊条;另一种明弧是采用光电极(光焊丝)。埋弧焊采用的是光焊丝,但在焊接过程中要不断地往电弧周围送给颗粒状焊剂(或称焊药),电弧在焊剂中燃烧,或者说电弧被埋在焊剂下。因为焊剂中也含有稳弧元素,所以电弧燃烧也很稳定。这种电弧既可以是直流电弧,也可以是交流电弧。1.4.2压缩电弧如果把自由电弧的弧柱强迫压缩,就获得一种比一般电弧温度更高,能量更集中的热源,即压缩电弧。等离子弧就是一种典型压缩电弧,它靠热收缩、磁收缩和机械压缩效应,使弧柱截面缩小,能量集中,从而提高了电弧电离度,形成高温等离于弧。等离子弧又可分为以下三种型式:(1)转移型等离子弧(2)非转移型等离子弧(3)混合型等离子弧三种型式等离子弧示意图1.4.3脉冲电弧电流为脉冲波形的电弧,称为脉冲电弧。它可分为直流脉冲电弧和交流脉冲电弧。它与一般电弧的区别在于,电弧电流周期地从基本电流(维弧电流)幅值增至脉冲电流幅值。可以把它看成为由维持电弧和脉冲电弧两种电弧的组成。维持电弧(或称基本电弧)用于在脉冲休止期间来维持电弧的连续燃烧,脉冲电弧用于加热熔化工件和焊丝,并使熔滴从焊丝脱落和向工件过渡。脉冲电弧的电流波形有许多种形式,例如,矩形波脉冲、梯形波脉冲、正弦波脉冲和三角形波脉冲等。脉冲电弧还有不熔化极脉冲电弧、熔化极脉冲电弧和脉冲等离子弧之分。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 lakexiu
lakexiu
本文标题:第1章 焊接电弧及其电特性
链接地址:https://www.777doc.com/doc-4009293 .html