您好,欢迎访问三七文档
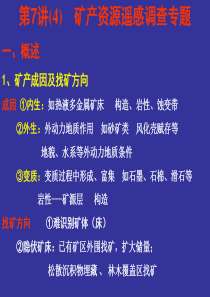
1§2–4–2冲模*冲模是冲压生产中必不可少的模具,是通过加压将金属或非金属板料或型材分离、成形或接合而得到制件的工艺装备。*冲模一般分为:简单冲模、连续冲模和复合冲模三类2一、简单冲模是指在冲床的一次冲程中只完成一个工序的冲模3二、连续冲模是指在冲床的一次冲程中,坯料在冲模中只经过一次定位就可以完成数道工序的冲模4三、复合冲模是指在冲床的一次冲程中,在模具同一部位上同时完成数道工序的冲模,如图:落料拉深复合模5四、冲模主要部分的作用:1、凸模与凹模:共同作用,使板料分离或变形完成冲压过程,他们是冲模的主要工作部分2、导料板:控制坯料的进给方向3、定位销:控制进给量4、卸料板:冲压后用来卸除套在凸模上的工件或废料5、模架:由上下模板、导柱和导套组成;上模板:固定凸模、模柄等零件下模板:固定凹模、送料和卸料构件等导套和导柱:分别固定在上、下模上,用以保证上、下模对准6§2–4–2冲压件的结构工艺性一、对冲裁件的要求1、冲裁件的外形应使排样合理、废料最少不合理合理72、冲裁件的形状尽量简单对称,孔间距、孔边距及外缘凸出或凹进的尺寸都不能太小3、冲孔时因受凸模强度限制,孔的尺寸不能太小8二、.对弯曲件的要求1、形状应尽量对称,其弯曲半径不小于材料允许的最小弯曲半径:rmin=(0.25~1)t,并考虑材料的纤维方向,以免成形过程中弯裂2、弯曲边的平直部分H2t93、弯曲带孔件时,为避免孔变形,孔的边缘距弯曲中心的距离L(1.5~2)t;当L过小时,可在弯曲线上冲工艺孔工艺孔104、在弯曲半径较小的弯边交接处易产生应力集中而开裂,可在弯曲前钻出止裂孔,以防裂纹的产生115、尽量采用冲口工艺,以减少组合件数量12三、对拉深件的要求1、形状应力求简单、对称,2、应尽量避免直径小而深度过深3、圆角半径应满足:Rrd;rd2t;R(2~4)t;方形件r3t;BR+0.5t4、拉深件表面质量一般不超过原材料的表面质量13§2–5其他塑性成形方法•一、精密模锻•二、精密冲裁•三、挤压成形•四、轧制成形14§2–5–1精密模锻精密模锻是在模锻设备上锻造出形状复杂、精度较高锻件的锻造工艺一.精密模锻的工艺过程:15二.精密模锻的工艺特点:1.精确计算原始坯料尺寸,严格按坯料质量下料2.精细清理坯料表面3.采用无氧化或少氧化加热法4.锻件精度取决于锻模精度5.模锻时要润滑和冷却锻模6.一般都在刚度大精度高的模锻设备上进行16§2–5–2精密冲裁精密冲裁:是利用特殊结构的模具直接在板料上冲出断面质量好、尺寸精度高的零件带齿压板精冲法普通冲裁法普通冲裁法17§2–5–3挤压成形一、挤压成形:是指对挤压模具中的金属锭坯施加强大的压力,使其发生塑性变形从挤压模具的模口中流出,或充满凸凹模型腔,从而获得所需形状与尺寸制品的塑性成形方法二、挤压的特点:1、金属三向受压,可提高金属坯料的塑性2、可挤压出各种形状复杂、深孔、薄壁及变断面的零件3、零件精度高、表面粗糙度低4、纤维组织连续,可提高金属的力学性能5、材料利用率、生产率高18三、挤压分类(一)按金属流动方向和凸模运动方向分类1、正挤压:金属运动方向与凸模运动方向相同192、反挤压:金属运动方与和凸模运动方向相反203、复合挤压:挤压过程中坯料的一部分金属运动方向与凸模运动方向相同,而另一部分金属运动方向与凸模运动方向相反214、径向挤压:金属运动方向与凸模运动方向成90º22(二)按金属坯料所具有的温度分类1、热挤压:挤压时将坯料变形温度高于金属材料的再结晶温度,与锻造温度相同2、冷挤压:指坯料变形温度低于材料再结晶温度(通常为室温)的挤压工艺3、温挤压:将坯料加热到再结晶温度以下高于室温的某个合适温度进行挤压的方法23§2–5–3轧制成形辊轧:金属材料坯料在旋转轧辊的作用下产生连续塑性变形,从而获得所要求截面形状并改变其性能的加工方法。常用的辊轧工艺有辊锻、横轧及斜轧等24一、辊锻:使坯料通过装有圆弧形模块的一对相对旋转的轧辊,受压产生塑性变形,从而获得所需形状的锻件或锻坯的锻造工艺方法25二、横轧:是轧辊轴线与轴料轴线互相平行的轧制方法,如辗环轧制、齿轮轧制2627三、斜轧:又称螺旋斜轧。28作业题一.P88的1、5、6题二.P95的5题三.P104的1、3题四.P118的3、6、7题29
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



![技术准入按地区分类打印总表[1]](/doc-1060705.png)
 qqqqqqqqaa
qqqqqqqqaa
本文标题:锻压成型第三讲
链接地址:https://www.777doc.com/doc-4010115 .html