您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 机械/模具设计 > 第7章_常用标准件及结合件的公差与检测(键、花键配合)
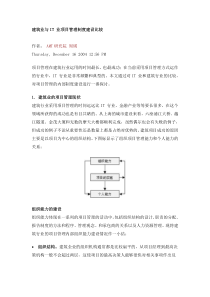
第7章常用标准件及结合件的公差与检测键、花键配合的设计一、键和花键的作用键与花键常用于轴与轴上的传动件之间的可拆卸联结,用以传递转矩和运动;当配合件之间要求作轴向移动时,还可以起导向作用。二、键和花键的分类键的分类:常用的键联结有平键(包括普通平键和导向平键)、半圆键、切向键和楔键联结,其中以平键联结应用最广泛。花键的分类:花键联结分为矩形花键、渐开线花键和三角形花键联结,其中以矩形花键联结应用最广泛。三、平键配合的精度设计包括尺寸精度设计、形位精度设计以及表面粗糙度的精度设计1、尺寸精度设计(1):平键联结的基本构成:平键联结是由键、轴键槽、轮毂键槽构成。在工作时,通过键的侧面与轴槽和轮毂槽的侧面相互接触来传递转矩。平键联结的配合尺寸:键和轴槽、轮毂槽的宽度尺寸是配合尺寸。其余尺寸,如键高、键长、轴槽深、轮毂槽深等都属于非配合尺寸。平键结构示意图:bd-ttd+t1hLAAA—A1、尺寸精度设计(2):平键联结的配合制:由于使用的平键为标准件,且键又为外表面,因而,键与轴槽、键与轮毂槽的配合均采用基轴制。国家标准对键宽只规定了一种公差带h9。一般键与轴槽配合要求较紧,键与轮毂槽配合要求较松,相当于一个轴与两个孔相配合,且配合性质不同。国家标准对轴槽宽和轮毂槽宽各规定了三种公差带,构成三种配合形式,分别对应于较松键联结、一般键联结和较紧键联结。用于不同的场合。键宽与键槽宽公差带图如图示平键公差带图:+0-bh9H9D10h9N9JS9h9P9P9键宽公差带轴槽公差带轮毂公差带较松键联结一般键联结较紧键联结2、形位精度设计:为了保证键宽与键槽宽之间具有足够的接触面积和可装配性,对键和键槽的位置误差要加以控制,应分别规定轴键槽对轴的基准线和轮毂槽对孔的基准轴线的对称度公差,一般可按对称度公差7~9级选取,查表时,公称尺寸是指键宽。3、表面粗糙度的选择:键和键槽配合面的表面粗糙度一般取Ra1.6~6.3μm,非配合面取Ra12.5μm。4、轴的标注示例:0.02A50-0.20Φ58r6()Ⓔ+0.060+0.041A3.23.216N9()0-0.0431、标注槽深d-t及公差2、标注槽宽b及公差3、标注对称度公差4、标注表面粗糙度5、轮毂的标注示例:Φ58H7()Ⓔ+0.030A3.23.216JS9()±0.0210.02A60.30-0.21、标注轮毂深d+t1及公差2、标注槽宽b及公差3、标注对称度公差4、标注表面粗糙度6、平键的检验键和键槽的尺寸检验比较简单,可以用各种通用计量器具测量,如游标卡尺、千分尺等。返回四、花键配合的精度设计花键分为内花键(花键孔)和外花键(花键轴),它是把键和轴、键槽和轮毂做成一整体的联结件,它既可以是固定联结,也可以是滑动联结。与键联结相比,花键联结有联结可靠,强度高,可以传递较大的转矩,且孔、轴定心精度高和导向精度高等优点。矩形花键结构示例:1、尺寸精度设计(1):矩形花键的基本尺寸:基本尺寸有小径d、大径D、键槽宽B。键数规定为偶数,分别为6、8、10三种。尺寸精度的规定:花键联结的主要要求是保证内、外花键的同轴度,以及键侧面与键槽侧面接触均匀,保证传递一定的转矩。为此,必须保证一定的配合性质。国家标准规定采用小径定心,即把小径的结合面作为定心表面,规定较高的精度;其它两个尺寸规定较低的精度。1、尺寸精度设计(2):矩形花键的分类:按使用要求分:分为一般使用与精密传动两种。按联结使用要求分:分为滑动、紧滑动和固定三种配合类型。每种情况下花键配合的公差等级都不相同。2、形位精度设计:对矩形花键的形位公差做如下规定:因为小径是花键联结的定心尺寸,必须保证其配合性质,所以内、外花键小径d的极限尺寸应遵守包容原则,即花键孔和轴的小径不能超越最大实体边界。为保证装配性和键侧受力均匀,规定花键的位置度公差应遵守最大实体原则,即不能够超过实效边界。花键图样标注示例:关于图a最大实体原则的讨论讨论:1、键槽宽B=7mm(MMS),基准孔D=28mm(MMS),位置度为0.02mm2、键槽宽B=7.09mm(LMS),基准孔D=28mm(MMS),位置度为0.02+0.09=0.11mm3、键槽宽B=7.09mm(LMS),基准孔D=28.021mm(LMS),位置度为0.02+0.09+0.021=0.131mm3、表面粗糙度的选择:当内花键小径表面不大于1.6μm,则键槽侧面不大于6.3μm,大径表面不大于6.3μm;当外花键小径表面不大于0.8μm时,则键槽侧面不大于1.6μm,大径表面不大于3.2μm。4、内、外花键标注示例:矩形花键的尺寸公差带代号和配合代号按照花键规格规定的次序标注,即N×d×D×B。即:内花键:6×28H6×32H10×7H9外花键:6×28g5×32a11×7f7花键副:79111056286fHaHgH5矩形花键的检验矩形花键的检验方法是根据不同的生产规模而确定的。在单件小批量生产中,没有现成的量规可以使用,可采用通用量具按独立原则分别对各尺寸(d、D和B)进行单项检验,并检测键宽的对称度、键(键槽)的等分度等形位误差项目。对于大批量生产,一般采用量规进行检验(内花键用综合塞规见图10-11a、外花键用综合环规见图10-11b)按包容原则综合检测花键的小径d,大径D及键(键槽)宽B的作用尺寸,即包括上述位置度(等分度、对称度在内)和同轴度等形位误差。综合量规只有通端,故另需要用单项规(内花键用塞规、外花键用卡板)分别检测尺寸d、D和B的最小实体尺寸。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 wang4625889
wang4625889
本文标题:第7章_常用标准件及结合件的公差与检测(键、花键配合)
链接地址:https://www.777doc.com/doc-4023663 .html