您好,欢迎访问三七文档
当前位置:首页 > 机械/制造/汽车 > 汽车理论 > 14.东风宋扬-激光钎焊在白车身顶盖焊接中的应用
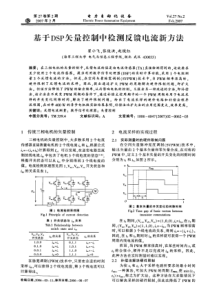
1、激光钎焊在白车身顶盖焊接中的应用宋扬(神龙汽车有限公司,湖北武汉430056)摘要激光技术的竞争强化了激光焊接技术在汽车制造工业中的应用。激光钎焊作为激光焊接技术的一种,以其优异的焊接质量、高效的焊接效率、稳定的焊接工艺、成熟的设备配套,易实现薄板外观件快速链接等突出优势,被越来越广泛地应用于国内外的汽车制造领域。本文详细地阐述了激光钎焊的工作原理及其技术特点,并重点介绍了激光钎焊在汽车行业尤其是神龙汽车有限公司顶盖激光钎焊的工业化实践,包括激光钎焊的工艺流程、质量控制、经验反馈以及通过实践所总结出的对产品设计的要求。关键字汽车、激光焊、工艺0前言激光钎焊的技术优势吸引了越来越多的汽车厂家及汽车焊接技术人才的关注。推动激光钎焊在汽车行业的应用,将会使中国汽车行业焊接领域发生质的改变,因此我们有必要进行激光钎焊技术原理和工艺设计的研究。本文结合神龙汽车有限公司B73/MX3项目顶盖激光钎焊工业化实例,向读者介绍激光钎焊在汽车顶盖焊接中的工业应用,以提供一定的技术经验和探讨空间。1激光钎焊工艺介绍1.1激光钎焊原理激光钎焊也称激光填丝钎焊(如图1),是在电弧钎焊的基础上发展起来的一种新的。
2、局部硬钎焊技术。与激光熔焊不同,其焊接原理并不是直接利用激光束融化母材金属来实现焊接成型,而是利用激光光束作为热源,聚焦后的光束照射在填充的焊丝表面上,焊丝被光束能量加热,并熔化形成高温液态金属,液态金属浸润到被焊零件连接处,在适当的外部条件下,在界面层中生成均匀的固熔体及共晶组织,使之与工件间形成良好的冶金结合。即工件间的连接是通过钎焊层实现的,而母材本身不会被激光严重熔蚀损伤,因此焊缝成形美观、质量稳定,焊后仅需简单处理甚至无需处理。激光钎焊时一个独特的焊接冶金过程,除了有光和热,在焊接过程中还伴随着特有的声和电荷的产生。这是因为激光的高能量输入使焊缝上方的环境气体及因受热气化的金属镀层蒸汽发生了电离,而焊缝上方的这层电离层被形象地称作等离子云。等离子云伴随出现在激光钎焊的整个过程的焊件熔池上方,在某种程度上讲起到了一定的类似焊接保护气的作用,因此目前激光钎焊工艺已不再需要单独的增加保护气就可以得到良好的焊缝外观。图1激光钎焊原理1.2激光钎焊的技术特点1.2.1优势激光钎焊作为一种较为新兴的焊接技术,正在被越来越广泛的应用到生产制造的各个环节中,特别在白车身制造领域,激光钎焊已经。
3、得到较为成熟的应用。与传统的焊接手段相比,主要具有以下优点:激光钎焊焊接速度快,噪声小;可钎焊几何形状复杂或特殊结构的工件;局部加热,且可精确调节和控制热输入,零件不易产生热损伤,热影响区小,可在不伤及母材的情况下施焊,保证质量稳定,焊后仅需简单处理甚至无需处理;负离焦加热,熔化带宽,无飞溅,填充剂熔化后自然浸润,焊缝外观质量良好,可用于外观区域的钢板拼焊;由于在激光填丝钎焊时被连接件间的间隙被渗透,焊缝具有防腐性。当采用适当的工艺参数,焊缝可不经处理进行油漆。通过外光路系统可以使光束改变方向和传播路径,因而可以方便的与机器人连接构成柔性加工系统;激光束易于实现分光,可用半透镜、反射镜、棱镜、扫描镜等光学元件进行时间与空间分割,能实现多点同时对称焊;光束容易传输和控制,不需要经常更换焊炬、喷嘴,显著减少停机辅助时间,有荷系数和生产效率高;容易实现自动化,能有效的控制光束强度和精细定位。结合以上优势,激光钎焊正在逐渐成为一种替代普通弧焊的工艺手段,而备受人们的广泛关注。与普通焊接工艺指标比较见表1。表1激光钎焊与钎焊、CO2焊的比较序号指标CO2焊一般的钎焊激光焊1焊缝。
4、高度较高较平平2焊缝宽度较大大较小3焊缝深度一般较小较大4焊缝成型不光滑上表面有波纹上表面平滑5稳固性一般较差好6抗腐蚀能力一般好一般7热影响区大较大较小8密封性较好好好1.2.2局限性激光钎焊作为一种特殊的焊接方法,具有不如普通焊的局限性。激光钎焊才激光作为热源,而激光经过聚焦后光斑尺寸较小,产生焊缝较窄,这便要求焊接工件的装配精度高,且要求光束在工件上的位置不能有显著偏移,若工件装配精度或光束定位精度达不到要求,很容易造成焊接缺陷;激光器及其相关系统的成本较高,一次性投资相对较大;焊接技术复杂,技术难度大,涉及到光学、焊接、自动化系统工程等专业技术,使得激光钎焊系统调试的难度较大,且系统设备需要专业维护,若核心设备故障停机或损坏后其修复难度大,无形中增加了工业成本;激光属不可见光,危险性大,防护等级高,工业化中需要投入特殊的安全防护设施。2激光钎焊工业化流程2.1激光钎焊系统设计图2为神龙汽车公司顶盖激光钎焊的工艺系统,该系统已经过专业验证、批量工业化及技术改进,现已形成神龙公司激光钎焊较为成熟的工业化体系和技术标准,并已经开始在其他项目中批量版复制模。图2激光钎焊工业化系。
5、统系统中核心设备功能介绍如下:激光发生器:产生激光后耦合并输出成一定波长的激光光束(配合冷却系统使用);光纤:负责传输激光器发出的激光束到激光焊接头(为保证设备的正常使用,一般需要有1条备用光纤,图中设备3);焊接头:传输激光经过光头校准处理后,可以变成具备一定加工性能的能量光束;机器人系统(图中设备4):负责焊接轨迹行走,调用焊接参数,给出适当的电气信号;独立焊接工作间:由于大功率激光器的激光光束能量巨大,可伤人,所以焊接须在封闭空间内进行;自动化控制电柜:负责各种电气信号处理,协调机器人、激光焊接头、激光器和自动化焊接夹具的信号交换;工装夹具:确保零件装配尺寸,保证焊缝位置的重复精度;抽风系统:焊接时镀锌层高温气化会产生烟雾、有害气体,需要安装抽风系统。2.1.1系统设备使用率成本(见表2)表2神龙公司顶盖激光钎焊系统成本参考(2012年)设备名称品牌性能报价大功率激光器IPG全光纤连续脉冲激光器YLR-3000,功率3000瓦,配合水冷机使用约300WRMB激光焊接头德国ScansonicALO3调节光斑大小、光功率密度及离焦量钎焊光头约70WRMB熔焊光头约4。
6、0WRMB焊丝送丝机德国Dinse提供稳定连续的送丝(无焊丝加热功能)约30WRMB行走搬运机器人法拉克/西门子/ABB携带激光头完成焊接约30WRMB零件夹紧工装由法国CFER设计,CBWEE加工满足几何尺寸定位要求约20WRMB节拍顶盖激光钎焊的焊接速度为75mm/s,起弧与收弧各需耗损8mm/s,以1500mm左右焊缝长度为准,纯激光焊接时间约为28s左右。能耗主要能耗产生在光源上(其他设备忽略不计),光电效率约30%,节拍1.5,光源工作时间30s。为提高光源的使用率,可以通过光闸实现增加光源的分时功能。2.2白车身顶盖激光钎焊全工艺流程2.2.1车身线工艺流程顶盖激光钎焊是较为典型的激光钎焊实例。为输出另客户满意的激光焊接质量,需要从白车身制造源头进行工艺控制。其中焊装车身线是其中最为重要的一环,以下结合神龙公司B73/MX3项目实例介绍为完成顶盖激光焊接所设计的车身线工艺流程(如图3)。图3车身线顶盖焊接工艺流程成型机:通过成熟的车身成型机构实现地板、侧围、后围板、后隔板、横梁的拼接成型,完成白车身壳体的主体框架,它基本完成了车身的主体尺寸控制。激光钎焊的特点决定其对。
7、于工件拼接的间隙有严格的要求和较高的敏感度,而成型机的主要贡献就是能够有效的保证车身的几何尺寸,尤其是车身开度,由此保证顶盖与侧围间隙的可调和可控。同时,成型机的基准定位可以有效的保证车身合装在工业化批量过程中的重复性和稳定性。顶盖成型工装:该工装的主要功能是在顶盖前后焊接若干个焊点(实验验证表明在顶盖前部焊接两个焊点,顶盖后部焊接2-4个焊点时焊接质量最为稳定)来确定顶盖在车身的位置,即顶盖相对于侧围的基本位置。该工装设计了Y向浮动(如图4)和Z向压紧功能,可以通过这两项设计辅助调整侧围与顶盖间的间隙尺寸。图4浮动机构原理图激光焊浮动工装:该工装主要由若干个弹性压头组成(压头的数量取决于顶盖的整体长度),通过调节弹簧的弹性系数来调整对顶盖的Z向压紧力,以辅助完成对侧围与顶盖的间隙尺寸调整。图5顶盖激光焊浮动工装激光焊返修工序:激光钎焊的良好外观是我们积极广泛使用该项技术的主要出发点。但由于激光的敏感性,难免会出现质量的细微波动,对于不能满足我们质量要求的车辆,我们必须在节拍范围内留有一定的返修工序。顶盖后续焊:在完成顶盖激光钎焊后,完成前后部剩余点焊即完成整个顶盖在白车身上的。
8、焊接工作。2.3顶盖激光钎焊的质量控制对激光钎焊产生影响的因素包括(见图6):光斑参数、母材的冶金属性、激光功率、材料吸收率、焊接速度、保护气体、焦点位置、激光束位置。在焊接时会对焊缝产生不同的影响。图6激光钎焊工作原理神龙公司焊装车身顶盖激光焊接技术较为成熟,经过若干项目的经验积累和总结,已基本掌握了影响车身顶盖激光钎焊焊接质量因素(见图7)的控制方法,并形成了顶盖激光钎焊质量接收及返修工艺标准。图7顶盖激光钎焊的质量影响因素对于顶盖激光钎焊,质量标准:宽度2±0.5mm,表面平滑,收弧起弧良好。为获得完美的激光焊缝,大量工艺实验证明:激光加热位置在焊丝与母材接触处可获得最好的铺展效果和焊缝成形;焊丝与镀锌板的夹角越小,越容易获得成形美观的焊缝。角度过大,焊缝表面成形不均匀,焊接过程不稳定;焊丝从光束后方送入,焊缝成形良好,焊接过程稳定;焊丝从光束前方送入则易出现粘丝、焊缝表面易呈鱼鳞状;焊丝填料方向与焊接方向相反(机器人的行走方向即焊接方向)更易获得好的焊缝质量;光斑直径的选取应与所要求的焊缝表面宽度相匹配(钎焊光斑直径=2倍钎丝直径);在镀锌层的存在下,加氩气保护对钎。
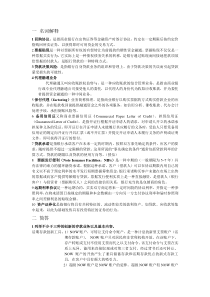
9、焊缝成形无显著影响。在无钎剂惰性气体保护或活性气体作用下的氧化膜去除机理有待于进一步的研究;激光功率过小,钎料未能完全润湿铺展,焊缝表面不光滑。激光功率过大,钎料向焊缝的过渡不连续,出现了间断的焊缝。试验结果表明,激光功率选择高于使焊丝恰好熔化的功率200~300W,可获得成形良好的焊缝;送丝速度与焊接速度相差越小,越容易获得稳定的焊接过程和成形良好的焊缝。但两者的具体取值还与焊缝所要求的钎料填充量有关;通过对有镀锌层和去除镀锌层的母材钎焊比较发现,镀锌层的存在有利于钎料的润湿铺展,钎缝成形良好;机器人行进过程中每两个轨迹点最大建议间距60mm为最佳。2.4零件设计的工艺要求激光钎焊是在两个工件拼接缝处进行钎丝熔融的过程。对于顶盖激光钎焊所涉及的工件为顶盖和侧围,那么我们根据经验提出对工件设计的工艺要求。2.4.1冲压件尺寸要求顶盖公差:Z±2mm、X±1mm、Y±1.5mm如图8显示,侧围外板上与顶盖Y向贴合处连续8mm范围内面的位置度要求+/-0.5mm,面的轮廓度要求0.6mm,且平整,过渡均匀,不可有明显凸凹;表面接刀痕台阶高差0.2mm,在焊接区域型面避免镶块工艺过度。
10、凸起;顶盖上与侧围外板贴合处位置要求+/-0.5mm,面轮廓度要求0.6,不可有明显凸凹;表面接刀痕台阶高差0.2mm;顶盖上与前后横梁Z向贴合面位置要求0/+1.5mm,向Z+方向偏置。图8冲压件尺寸要求2.4.2冲压件形态设计顶盖激光钎焊一般的焊接方向为从车身的后部向前部焊接,那么在收弧位置对于侧围的形态,我们建议在顶盖边缘处,侧围设计成明显的坡度形式(如图9),这样光头可以更为方便的避开工件,保证收弧质量的稳定性。图9侧围坡度设计示意图顶盖左右翻遍R角的大小会影响焊丝熔化后浸润和平铺效果。实验表明,R角设计的越小,焊缝浸润及平铺效果就越好,焊缝表面越光滑。同时发现,如果侧围和顶盖的R角皆接近90°角时,所得到的焊接效果最为理想。图10顶盖R角的设计示意图3结论激光焊接是新兴的焊接技术领域,但却有着传统焊接工艺无法比拟的优势。同时,随着近些年国内外汽车厂家积极广泛地推动激光焊接技术的工业化应用,促进了激光焊接工艺和激光设备技术的不断成熟,有效地降低了激光焊接工业化成本,也培养了大批激光焊接方面的技术人才,开辟了薄板焊接新领域,为汽车厂家降低汽车白车身质量,增加车身强度,改善零件焊。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


![汽车专业毕业论文范文[1]](/doc-299158.png)

 88261523
88261523
本文标题:14.东风宋扬-激光钎焊在白车身顶盖焊接中的应用
链接地址:https://www.777doc.com/doc-4163727 .html