您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > SPC导入重要概念及过程
SPCCore1HZMot1StatisticalProcessControlSPCCore1SPCCore1HZMot2课程目标理解基本的SPC概念及主要内容了解各种图表的使用时机及用途从整体的品质改善过程中,使用各种图表工具解决问题选择合适的控制图,应用于工作中SPCCore1HZMot3课程安排内容Page.SPC的理解3-9数据,变异的理解10-15统计的描述/指示16-31用图表展示数据32-41其他重要工具42-53工序能力及控制图简介54-61SPCCore1HZMot4SPC的导入—SPC的发展1961年,通用电气公司的费根鲍姆(A.V.Feigenbaum)提出了全面质量管理的概念(TQM:TotalQualityManagement)。SPC技术得以逐渐形成。1924年,休哈特(WalterA.Shewhart)博士提出将3sigma原理运用于生产过程当中,并提出SPC控制图法。因而SPC控制图又被称为休哈特控制图。休哈特博士被后人称为SPC之父。二十世纪90年代后,6sigma质量管理进一步增强了SPC技术,使之更加完善,内容更加丰富。SPCCore1HZMot5SPC的导入—SPC的概念什么是统计过程控制(SPC)下面按字面意思来解释一下什么是统计过程控制(StatisticalProcessControl).统计学(Statistics)是数学的一个分支:1.从所有同类项目(总体)(population)中抽取一些项目(样本)(samples)2.计算集中特征(centraltendency),如算术平均数(average或mean)中位数(median)和众数(mode),以及离散特征(dispersion),如级差(range),方差(variance)和标准差(standarddeviation).3.对于总体分布,通过对抽样分布做假定,便可提供对总体采取措施的基础.SPCCore1HZMot6SPC的导入—SPC的概念什么是统计过程控制(SPC)过程(process)是指生产产品/服务的一系列行动或操作,也指支持产品/服务的过程如管理,财务,采购与工艺.控制(control)的意思是通过过程控制成功地控制产品服务.控制是指通过经预先设计的实验及采用统计技巧成功地:1)对过程进行控制;2)维持或改善控制.目标是使品质维持不变.把统计,过程及控制三个名词的英文字头起来就是SPC.SPCCore1HZMot7SPC的导入—SPC的概念统计过程控制(StatisticalProcessControl),简称SPC.SPC就是利用统计方法去:•分析过程的输出并指出其特性•使过程在统计控制情况下成功的进行和维持•有系统的减少该过程主要输出特性的变异SPC的几个重要概念:•确定过程的输入和输出并定量化,然后才开始控制该过程,而不是先行控制。•以预防代替检验-预防发生错误永远比事后矫正要好,而且简单得多。SPCCore1HZMot8SPC的导入—管制计划SPC落实必须在“体制内”定制计划才比较有落实的机会。既必需将SPC的推行看作在品质系统内正式制订的品质制度,而不是某些人可有可无的工作。一般SPC的推动应在品质管制计划(ControlPlan)中明确规定。SizeFreq.3-7milS.P.I.D.A4boardseveryshiftX-RChartPrintingParameterVisualcheck开班检查StencilApertureNosolderbumpVisualinspection1boardevery3boardsPlacementaccuracy+/-0.191S.P.I.D.A30partseveryweekCp/CpkDroprate0.3%Automatically1Every2hoursFujiCP机器工作单GSMmachinePlacementstatusNodefects1开班检查GSM机器工作单FeederstatusIndexstabilityVisualcheck100%EverylineFeeder维修登记表GSMmachinePlacementstatusNodefects1开班检查GSM机器工作单FeederstatusIndexstabilityVisualcheck100%EverylineFeeder维修登记表11.ProcessBIESDcontrol02-09-01(R-0104)DefectstatusNodefectsVisualinspection100%everyboard100%Fullmatch100%Programmer前线质量记录EveryhourPasteHeightESDrequestandcontrolProductMPM丝网印刷机参数记录表,丝网印刷质量目测和丝网清洗记录表SocketProgrammerPCVisualcheckOfflineflashrecordeveryradioCMeasurementTechniqueProcessProduct/ProcessSpecificationESDcontrol02-09-01(R-0104)FlowChartProcessname/operationDescriptionEquipments,toolsandjigsCharacteristicsSpecialChar.ClassMethodsControlmethodSampleESDcontrol02-09-01(R-0104)ChecksumCPmachineMPMmachineNodefectsVImachinePlacementstatusESDcontrol02-09-01(R-0104)ESDcontrol02-09-01(R-0104)10Oddpartmouting5.Offlineflash9.AOI8.Oddpartmouting6.Printer7.Chipplacement8710129911NNYY27141113NSPCCore1HZMot9SPC四个阶段(Collect&displaydata)(Analyzedata&takeaction)(Makeadecision)(Evaluation)收集及展示数据分析数据,采取对策作出决定评估SPC的导入—统计知识的阶段SPCCore1HZMot10数据的分类:数据的整理及分析,应数据形态的不同而有不同的方法。单位产品的品质特性的衡量方式可归纳为两种:记数值(Attribute)和记量值(Variable)数据的分类SPCCore1HZMot11记数值(Attribute):以记点方式表示一单位产品的特性值。还有一些产品以二分法来判定品质,如Go/NoGo,Pass/Fail,Yes/No,Effective/NoEffective等。这种记点或记件的表达方式,称为记数值。记数值的数据在数学上有不连续的特性,故称之为离散型随机变量(DiscreteRandomVariable)。记量值(Variable):有些单位产品必须由实际测量而得到一些连续的数据。记量值的数据在数学上有连续的特性,故称之为连续型随机变量(ContinuousRandomVariable)。数据的分类SPCCore1HZMot12变异的来源为什么对变异(Variation)发生兴趣?减缩大量的变异已成为工业上品质管理的要素。无论在任何情况下,按一定的标准(包括设计标准,材料标准,工艺标准,工作标准等)制造的大量同类产品间总是存在着差别,称之为变异。即同类产品的质量总是不会一模一样绝对相同,而是存在着差异或分散的情况。产品质量产生变异的原因很多,但总是可以归结为以下几个方面:•人(Man)•原材料(Material)•设备(Machine)•方法(Method)•环境(Environment)SPCCore1HZMot13变异的本质SPC不是以个别产品为管制对象,而是以生产工序的变异为主。观察变异的发生是通过设计抽样计划,一般重复对生产中的成品通过抽样,进行检测而得到许多数据,经整理而得到一个特性分配图SPCCore1HZMot14变异的分类变异的分类:制程系统随时间,批次及地点的不同,会发生变异。把所有生产工序变异分为三类:位置变异:•一单位内的变异(如:手机外壳A件的颜色)•位置的变异或是在每一批放入工序的位置变异(如:手机外壳A件的颜色,不同模号)•工厂与工厂之间的变异(如:手机外壳A件分别有供应商A和供应尚B)循环变异:•连续件数之间的变异•各组产品间的变异•批与批的变异时间变异:•小时与小时之间•班与班之间•周与周之间SPCCore1HZMot15变异的本质过程中特殊原因及共同原因的变异SPCCore1HZMot16总体一组数据包含某现象所有构想的观察(或假设可能发生的)。简单而言,这是一組我们有兴趣知道的数据。样本一组只包含部份总体的数据。简单而言,这是总体中随机抽样的数据。总体样本总体,样本的概念SPCCore1HZMot17总体和样本概率分布未知母体(总体)随机抽样样本样本统计值推定,鉴定母体总体,样本的概念SPCCore1HZMot18(计量值)统计参数样本容量平均数变异样本总体μ是总体中所有值的平均值,当抽样描绘时,可用样本平均值代替σ表示标准偏差,用以描述总体中的个体离均值的偏离程度SPCCore1HZMot19目的1.决定数据的趋中程度2.以数据表达分散的程度3.决定样本频率分布的形状中心趋向分布形态分散变异的描述SPC所要掌握的是生产工序的变异如分布形态,中心趋向和分散。横轴为产品特性的大小,纵轴为特性出现可能性的大小。SPCCore1HZMot20趋中的量度•平均数X(Average):所有值总和除以样本容量•中位数X(Median):代表数据整体的中心,顺序(由小至大或由大至小)数列中心项的数值~5变异的描述-(计量值)统计参数SPCCore1HZMot21分散的量度•标准差(StandardDeviation):过程输出的分布宽度,距离或每平均值的偏差Σ(Xi-µ)2Σ(Xi-X)2Nn-1s==σσσ变异的描述-(计量值)统计参数SPCCore1HZMot22•极差(Range)一个子组、样本或总体中最大值与最小值之差R=(最高值)-(最低值)变异的描述-(计量值)统计参数分散的量度SPCCore1HZMot23向右偏斜正态分布分布形态向左偏斜变异的描述峰态不同SPCCore1HZMot24一般正态分布N(u,σ)标准正态分布N(0,1)正态分布SPCCore1HZMot25正态分布与6σ正态分布与6σSPCCore1HZMot26正态分布与6σSPCCore1HZMot27计数值的品质指示DPU(DefectperUnit):单位缺陷数DPMO(DefectperMillionOpportunities):百万机会缺陷数FTY(FirstTimeYield):一次产出率或一次通过率SPCCore1HZMot28DPU(DefectperUnit):单位缺陷数DPU=在任何检查点发现的缺陷数/通过该检查点的单位数光靠DPU来反映工作/产品质量够吗?为什么?•一单位产品或工序的复杂程度与其发生缺点的机会有直接关系,越复杂越容易出现缺点。•不同的工作/产品出错机会不同。•相同的工作/产品,不同的步骤/工序出错机会也不同。计数值的品质指示SPCCore1HZMot29DPMO(DefectperMillionOpportunities):百万机会缺陷数DPMO=单位缺陷数*1,000,000/每一单位出错机会用DPMO可以较准确的反映工作/产品的质量如opportunity,V180:2861V262:3217计数值的品质指示SPCCore1HZMot30计数值的品质指示SPCCore1HZMot31FTY(FirstTimeYield):一次产出率或一次通过率FTY=一次通过检查点的单位数/通过该检查点的总数计
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码




 天使猎人q
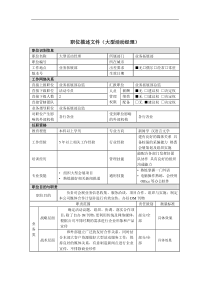
天使猎人q
本文标题:SPC导入重要概念及过程
链接地址:https://www.777doc.com/doc-416424 .html