您好,欢迎访问三七文档
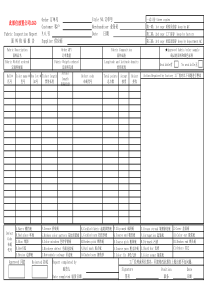
维检中心高线作业区钳工二组QC小组发表人:陈晓华、何强ChenXiaohuadesign吐丝盘自主修复技术攻关具体实施概况介绍后续分析关于我们演示目录DemoDirectoryChenXiaohuaDesign实施对象介绍(ImplementationobjectIntroduce)现状调查与课题选择设定目标(Settinggoals)目标可行性分析(Targetfeasibilityanalysis)概况介绍具体实施后续分析关于我们实施对象介绍现状调查与课题选择目标可行性分析设定目标ChenXiaohuaDesignMORGAN设备是高线生产线的核心设备,采用了美国摩根公司的先进技术。而吐丝机又是MORGAN设备中重要设备之一,它的作用是把直的成品线材变成线圈以便于运输与使用。吐丝机动作部分主要由一个旋转体和一根旋转管组成。而吐丝盘装配于这个旋转体的顶端,起到了线卷成型和保护主体的作用。线材在吐丝机中的设计线性速度最高达到112m/s,在不断的技术升级过程中目前最高速度已达到160m/s,并且出口处温度高达600多度,在高温高速的工作状态下吐丝盘极易损坏,因此吐丝盘成为了一种易耗件。ChenXiaohuaDesign现状调查与课题选择目标可行性分析实施对象介绍设定目标ChenXiaohuaDesign杭钢高线投产8年以来,吐丝盘由于腐蚀、基座变形、工作部位磨损等原因消耗量很大。因为是进口部件,一只吐丝盘的价格高达27万元人民币,一年消耗量大概在4只左右,价值100余万元。外委修复既增加了维修成本又不能保证及时到位从而影响到生产进度,为了摆脱这种对进口备件依赖的被动局面,特此我们组成了“吐丝盘自主修复技术攻关”QC小组,集中力量就其自主修复技术进行了专项攻关。设定目标目标可行性分析实施对象介绍现状调查与课题选择ChenXiaohuaDesign针对现状,我们经过多次分析、讨论、研究,认为要在利用作业区现有的材料和工具的前提下,用最经济快捷的方法完成对吐丝盘的自主修复。通过对各种报废吐丝盘的分析和归类,分别制定各套实施方案,有针对性地应对各类报废吐丝盘。通过合理安排修复时间和进度,确保一备一用全年四只的消耗量不受影响和生产计划的顺利进行。预定目标为年修复量4只,总体修复率达到75%,修复的人员控制在钳工3人,电焊工1人,技术员1人,修复工期3日,扣除材料和工时成本每年的直接经济效益达到80万元。目标可行性分析设定目标实施对象介绍现状调查与课题选择ChenXiaohuaDesign我们通过对08、09年报废下来的八只吐丝盘进行分析,发现造成吐丝机报废的主要有三种原因。我们对每只的报废原因进行分类。由于多数情况下原因不是单纯的一种而是多重叠加的,所以我们对每只的各种原因进行加权重分析。对每只编号进行描述请见下表:ChenXiaohuaDesign编号原因腐蚀基座变形工作部位磨损外观描述1号吐丝盘5%15%80%突出的表现出工作部位被磨损2号吐丝盘10%60%30%比较明显的表现为基座变形3号吐丝盘5%10%85%突出的表现出工作部位被磨损4号吐丝盘15%30%55%表现为基座变形和磨损都比较严重5号吐丝盘45%5%55%表现为腐蚀和磨损都比较严重6号吐丝盘10%15%75%比较明显的表现出工作部位被磨损7号吐丝盘30%35%35%各原因表现比较均衡8号吐丝盘35%30%35%各原因表现比较均衡释放权后,换算成各原因比例后为:原因腐蚀基座变形工作部位磨损比例19%25%56%数据采集&分析:陈晓华日期:2009.4ChenXiaohuaDesign19%25%56%0%10%20%30%40%50%60%腐蚀基座变形工作部位磨损原因比例结论:从排列图中看出,工作部位磨损是造成吐丝盘失效的主要原因,占所有原因的56%。腐蚀和基座变形所占比例的比重较小,为伴随性的次要原因。经过我们研究分析认为要修复错综复杂的报废吐丝,我们必须应对各种失效原因制订不同的方案进行处理。除去损坏严重的(如7号和8号吐丝盘)需要大量人力物力的,总体修复率可以达到75%。再通过合理安排组员的工作时间可以压缩到三天内,分流到每季度修复一只,工作量应该会比较轻松。因此预订目标可以达到!数据分析:陈晓华日期:2009.4具体实施概况介绍后续分析关于我们演示目录DemoDirectoryChenXiaohuaDesign关于我们后续分析具体实施概况介绍我们维检中心高线作业区担任着杭钢最具先进设备代表的高线公司的日常点检及设备维修任务.高线公司是杭钢的窗口,而维检中心高线作业区是高线公司正常运作的保障.因此格外受到集团领导的重视,也多次受到各种的荣誉.此次我们又组织了精兵强将再上征程!何强组织/策划戴亚东打磨/修补华汝成制作整理陈晓华技术支持/写作娄旭强电焊切割ChenXiaohuaDesign关于我们后续分析具体实施概况介绍QC小组简介小组名称高线作业区钳工二组QC小组成立时间2009.3课题名称吐丝盘自主修复技术攻关课题类型现场型活动次数2-3次/月活动时间2009.4-2009.10姓名职称/技能等级学历现任职务小组分工陈晓华助理工程师本科机械技术员技术支持何强高级钳工大专大组长方案确定华汝成高级钳工大专组员制作整理娄旭强高级电焊工中技组员电焊切割戴亚东初级钳工高中组员打磨修补具体实施概况介绍后续分析关于我们演示目录DemoDirectoryChenXiaohuaDesign具体实施关于我们概况介绍后续分析材料的选择对方案中“克隆”材料的选择要因分析与确认对各个重要原因进行逐个确认实施及进度项目实施方案及计划进度通过对08、09年报废下来的八只吐丝盘进行分析,我们总结出主要的表象原因有三类;原因分析对失效的原因进行分析总结ChenXiaohuaDesign具体实施关于我们概况介绍后续分析(1)腐蚀:主要表现在盘体的各个部位,因为工作环境温度高达600多度,再加上冷却水和冷却风机等因素,加剧了表面氧化的速度。因此此原因影响位置分布广泛。(单击鼠标左键后请看图示)原因分析对失效的原因进行分析总结材料的选择对方案中“克隆”材料的选择要因分析与确认对各个重要原因进行逐个确认实施及进度项目实施方案及计划进度原因分析对失效的原因进行分析总结ChenXiaohuaDesignChenXiaohuaDesign具体实施关于我们概况介绍后续分析(2)基座变形:从肉眼上很难辨别出来,然而吐丝基座变形会严重影响到吐丝盘的装配速度和精度,它和吐丝头的贴和度,出钢的平稳性,圈型的大小以及吐丝机本体的动平衡等等。因此此原因影响因素繁多。(单击鼠标左键后请看图示)原因分析对失效的原因进行分析总结材料的选择对方案中“克隆”材料的选择要因分析与确认对各个重要原因进行逐个确认实施及进度项目实施方案及计划进度原因分析对失效的原因进行分析总结ChenXiaohuaDesignChenXiaohuaDesign具体实施关于我们概况介绍后续分析(3)工作部位磨损:这是导致吐丝盘失效的最主要的原因。占全部原因的一半以上。对吐丝机稳定运转影响严重。一旦吐丝盘基座工作部位磨损,吐丝盘和吐丝头间的吐丝机本体的动平衡就会被打破。导致吐丝机变速箱内的伞齿轴向窜动加剧,轴承的动态震动加大,大大缩短了它们的使用寿命。因此此原因导致的设备损耗很严重。(单击鼠标左键后请看图示)原因分析对失效的原因进行分析总结材料的选择对方案中“克隆”材料的选择要因分析与确认对各个重要原因进行逐个确认实施及进度项目实施方案及计划进度原因分析对失效的原因进行分析总结ChenXiaohuaDesignChenXiaohuaDesign具体实施关于我们概况介绍后续分析实施及进度项目实施方案及计划进度实施方案:将报废的八只吐丝盘进行分类处理:1、突出表现为腐蚀严重、无法修复的吐丝盘,考虑到其沉没成本大于利用价值因此我们作报废处理。ChenXiaohuaDesign具体实施关于我们概况介绍后续分析实施及进度项目实施方案及计划进度2、对表现为基座变形的吐丝盘,我们制作了专用外测量研磨块和千斤顶顶压工具,再加上电磨、油石、专用研磨块、着色剂等工具材料,通过矫正研磨表平面再观察着色点的分布数量、位置以及形状来判断是否达到主观要求,之后再通过备用吐丝机上试装,经过百分表的测定,圆度控制在0.1mm。ChenXiaohuaDesign具体实施关于我们概况介绍后续分析实施及进度项目实施方案及计划进度3、对表现出工作部位磨损的吐丝盘,磨损在吐丝管出口至向前四分之一处圆周的首段位置放样。根据实样选用20SiMn下料并铰直、称量倒坡口,确保尺寸和重量的相对一致,然后调整比较相似度,并用角向磨光机修整至被替换部位的外型尺寸,再用割刀割除磨损部位并修复平整,用三点法定位后焊接法将新板镶上代替磨损板。每个替换设备周期只换一块以确保“克隆”精度.ChenXiaohuaDesign具体实施关于我们概况介绍后续分析实施及进度项目实施方案及计划进度4、对既表现出基座变形同时又表现出工作部位磨损的吐丝盘,先用方案2处理基座,再用方案3进行“克隆”镶拼。5、由于每只吐丝盘都或多或少的表现出腐蚀现象,因此我们对每只吐丝盘都用沙皮和油石作除锈处理,并涂抹防锈油。6、利用检修时间进行动平衡调整,通过增减吐丝盘上的配重块调节盘体局部的重量,直至满足技术要求,达到动平衡的要求。ChenXiaohuaDesign具体实施关于我们概况介绍后续分析材料的选择对方案中“克隆”材料的选择通过通过查阅《机械手册四版第一卷》和INTERNET网络,在综合考虑性价比下,最终确定拼接材料为20SiMn。20SiMn价格力学性能耐磨性耐腐蚀性耐热性硬度综合考虑性价比ChenXiaohuaDesign具体实施关于我们概况介绍后续分析要因分析与确认对各个重要原因进行逐个确认通过我们从人、机、料、法、环五个方面进行要因分析,结合实际情况,从中找出在攻关过程中可能会导致“吐丝盘自主修复技术攻关”失败的各种因素。请看鱼刺图:吐丝盘自主修复技术攻关失败人环料法机业务技能修复备件不能与本体匹配修复备件不能适应使用强度修复备件不能适应工作环境焊接材料强度不够没能按预设方案实施工作面耐磨性及耐腐蚀性不够ChenXiaohuaDesign具体实施关于我们概况介绍后续分析要因分析与确认对各个重要原因进行逐个确认序号末端因素确认内容确认方法标准负责人完成日期1工作面材料20SiMn查阅手册耐磨耐腐蚀陈晓华2009年3月底之前2焊接材料J506查阅手册抗拉强度为500Mpa陈晓华2009年3月底之前3修复备件不能与本体匹配定位环的圆度和同心度专用内外径卡尺及百分表误差≤0.50圆跳动≤0.15何强2009年6月底之前4修复备件不能适应使用强度焊缝中有气孔或沉渣高等级焊工焊接焊件倒角焊缝均匀无气孔不夹渣娄旭强2009年7月底之前5业务技能实际操作水平加强交流共同提高华汝成2009年8月底之前6修复不能适应工作环境注重选材查阅手册高强度高耐磨性陈晓华2009年8月底之前7未按预设方案实施工作中的步骤现场检查严格执行预设方案陈晓华2009年6月底之前具体实施概况介绍后续分析关于我们演示目录DemoDirectory具体实施概况介绍后续分析关于我们演示目录DemoDirectoryChenXiaohuaDesign实施效果检查经济效益分析后续问题和巩固措施总结与体会成果的现实意义下一步打算ChenXiaohuaDesign实施效果检查经济效益分析后续问题和巩固措施总结与体会成果的现实意义下一步打算MORGAN设备是高线生产线的核心设备,采用了美国摩根公司的先进技术。而吐丝机又是MORGAN设备中重要设备之一,它的作用是把直的成品线材变成线圈以便于运输与使用。吐丝机动作部分主要由一个旋转体和一根旋转管组成。而吐丝盘装配于这个旋转体的顶端,起到了线卷成型和保护主体的作用。线材在吐丝机中的设计线性速度最高达到112m/s,在不断的技术升级过程中目前最高速度已达到160m/s,并且出口处温度高达600多度,在高温高速的工作状态下吐丝盘极易损坏,因
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 fgplayer
fgplayer
本文标题:QC
链接地址:https://www.777doc.com/doc-416579 .html