您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 統計製程管制(SPC)(1)
1、1統計製程管制(SPC)StatisticalProcessControl講師:林興龍先生2一、SPC的源起年代人名理論1910費雪爵士SirRonaldFisher統計理論1930修華特WalterShewhart製造的品質經濟管制EconomicControlofQualityofManufacturedProduct戴明EdwardsDeming(與修華特合作)品管觀點的統計方法StatisticalMethodFromtheViewpointofQualityControl1950戴明EdwardsDemingStatisticalQualityControl1980三大汽車廠StatisticalProcessControl1990Motorola/服務業SPC併入6SIGMA/SQC3Deming在日本八日演講綱要為:一、如何有效地營運PDCA?如何提升品質?二、具備統計之變異的常識是重要的。三、以管制圖為中心之製程管制的想法,與管制圖的使用方法。4日本品質的演進100%75%50%25%195019601970198019902000檢驗對品質的頁獻製程管制(SPC)對。
2、品質的貢獻製程與產品設計對品質的貢獻5二、品質與變異變異可區分為機遇原因與非機遇原因機遇原因:ChanceCause原就存在於製程中的原因,是屬於製程的一部份。大概有85%製程的品質問題是屬於此類原因,其改善須管理階層的努力方可解決。非機遇原因:AssignableCause原不存在於製程中的原因。大概有15%製程的品質問題是屬於此類原因,其改善可經由基層作業者的努力解決的。6什麼是良好的品質?(1)變異性低(2)耐用度變異目標(3)吸引力流行,感覺,易用額外的功能等(4)合理價格(1)與(2):製造廠家可以評價(3)與(4):消費者將會決定耐用度是經過時間與使用後仍維持一定的性能第一天6個月12個月18個月7三、SPC的理論與應用範圍SPC觀念的來源1.沒有兩件的事情、產品、人是完全一樣的。2.製程的變異是可以衡量的。3.宇宙的事物與工業產品其都是呈常態分配的。4.變異的原因可以分為機遇原因與非機遇原因。8P(μ-σ<×<μ+σ)=0.6827P(μ-2σ<×<μ+2σ)=0.9545P(μ-3σ<×<μ+3σ)=0.9973於μ±Kσ之間的機率(Probability)常態分配-3。
3、σ-2σ-1σμ+1σ+2σ+3σ99.73%95.45%68.27%9常態分配的特性1.群體平均值(μ)之次數最多2.兩邊對稱3.曲線與橫軸不相交4.曲線之反曲點在±1σ處5.曲線與橫軸所圍之面積為1μ10統計製程管制的定義經由製程中去收集資料,而加以統計分析,從分析中得以發覺製程的異常,並經由問題分析以找出異常原因,立即採取改善措施,使製程恢復正常。並透過製程能力解析與標準化,以不斷提升製程能力。11四、SPC的應用步驟一、確立製造流程二、決定管制項目三、實施標準化六、問題分析解決Cpk<1.33四、製程能力調查Ca、Cp、Cpk製程條件變動時Cpk≧1.33五、管制圖的運用六、問題分析解決七、製程之繼續管制12五、確立製造流程內胎製造流程圖原料檢驗倉儲運送配混合檢查制定儲存押出接頭檢查儲存出貨檢查13流程品質管制責任者項次工程圖工程名管理項目規格值單位抽樣數間隔測量法管制方法作業員班、組長檢查員QC依據文號1.橡膠▽配合劑▽汽門咀▽原料尺寸檢查個105E表SSⅣ每批量具ˇ接著力個5每批拉力試驗機ˇ2.□進料檢驗橡膠附著力原料規格個5每批拉力試驗機檢驗記錄表ˇ水份包1每批烘箱。
4、ˇ強熱減量包1每批高溫爐ˇ灰份包1每批高溫爐ˇ比重包1每批比重計ˇ鹽酸不溶物包1每批高溫爐ˇ熔點包1每批熔點測定器ˇ3.□進料檢驗軟化點原料規格包1每批測定器檢驗記錄表ˇ4.□進料檢驗摩尼粘度塊1每批摩尼粘度計檢驗記錄表ˇ5.▽▽▽儲存保管方法倉庫管理標準回1每日目視庫存日誌ˇ6.→→運送重量回5每班磅稱ˇ放出溫度次1每週測溫計ˇ7.□○配混合粉水溫度檢驗標準次1每班目視核對表ˇ硬度塊1每回硬度計ˇ比重塊1每回比重計ˇ8.□混合膠判定可塑度檢驗標準塊1每回可塑重計檢驗記錄表ˇ9.▽儲存存放期限SSQ-A-004次1每週目視ˇ10.→運送生胎寬度±3次3SIZE目視ˇ11.□押出切斷長度±5次1SIZE核對表主規格RX管制圖ˇ○切刀空氣壓次1每班目視ˇ切刀溫度次1每班目視ˇ12.□接頭接著狀況Kg/cm2條150條目視核對表ˇ○蒸氣壓力規範書次1每班目視核對表ˇ13.□加硫成品外觀依成品外觀判定標準條3每班目視檢驗記錄表ˇ氣咀蕊扭力規範書條5每班扭力計RX管制圖ˇ14.□檢修細紮條數回1每班目視核對表ˇ15.成品試驗接頭CNS35533556條5每日拉力試驗機檢驗記錄表ˇCNS16.。
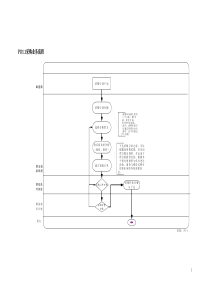
5、▽儲存存放期限次1每月目視核對表ˇ17.→運送核對表18.○出貨外觀規格錯誤回1每班目視核對表ˇ內胎品質管制方案14六、決定管制項目管制項目的決定有助於1.消除內部縱、橫向之工作浪費2.不要忽略必須做的事3.明白區分優先度,指引工作重點方向4.溝通良好5.將工作評價的重點放在過程的評價而非僅評價結果15七、實施標準化小柳日:Shewhart教導我們之實務步驟和方法(如抽樣理論和管制圖法),讓我們可以估計變動的宇宙。並且將它當作知識般地去量測、評估和利用。這些知識有助於我們創立『標準化』及『作業改善』的回饋方法。16八、製程能力調查製程能力定義使製程標準化,除去異常因素,當製程維持在穩定狀態時,所實現的品質程度。17明確的目的選定調查對象4M的標準化標準作業的教育4M:人(Man)機械(Machine)材料(Material)方法(Method)標準作業的實施數據的收集、分析製程處於管制狀態時製程處於非管制狀態時找出非機遇原因標準化活動及再發防止製程能力的把握能力足夠能力不足Cpk≧1.33Cpk<1.33(註:視Cpk之值而會有不同之處置)先掌握機械能力,並追究原因原因不明,且無法採取。
6、技術性的措施.調節製程管制.檢討規格公差.修正檢驗等等標準化活動18部門設計生產技術製造檢驗品質保證準備作業製程能力生產前查核工程品質管理表作業標準決定管制項目作業標準工程品質管理表效果確認改善製程保養機器公告再發防止製造能力調查檢驗調查原因開始作業的查核(作業狀況)查核(管制項目)解析市場品質的評估非管制狀態作業19數值法製程能力分析.製程準確度Ca(CapabilityofAccuracy)Ca值在衡量製程之實績平寺值與規格中心值之一致性。(1)Ca之計算Ca=×100%=×100%T=Su-SL=規格上限-規格下限※單邊規格因沒有規格中心值,故不能算Ca(2)等級判定Ca值愈小,品質愈佳,依Ca值大小分為四級等級Ca值A|Ca|≦12.5%B12.5%<|Ca|≦25.0%C25.0%<|Ca|≦50.0%D50.0%<|Ca|實績平均值-規格中心值規格許容差X-uT/220(3)Ca等級之說明(4)處置原則A級:維持現狀B級:改進為A級C級:立即檢討改善D級:採取緊急措施,全面檢討,必要時停止生產(5)例:某鋼管之切削規格為750±10㎜,五月份之切削實績為X±3σ=748±8。
7、㎜;六月份為749±8㎜求Ca值。五月份Ca值=×100%=-20………(B級)六月份Ca值=×100%=-10………(A級)748-75010749-7501012.5%25%50%100%規格中心值(μ)規格上限(或下限)A級B級C級D級21.製程精密度Cp(CapabilityofPrecision)Cp在衡量製程之變異寬度與規格公差範圍相差之情形。(1)Cp之計算Cp==……雙邊規格時Cp=或Cp=……單邊規格時(2)等級判定Cp值愈大,品質愈佳。依Cp值大小分為六級規格公差6個標準差ˆ6Tˆ3LSX等級Cp值A++2.00≦CpA+1.67≦Cp<2.00A1.33≦Cp<1.67B1.00≦Cp<1.33C0.67/0.83≦Cp<1.00DCp<0.67/0.83ˆ3XSu22(4)處置原則A+級:考慮管理的簡單化或成本降低的方法A級:維持原狀B級:改進為A級C級:需全數選別,並管理、改善工程D級:進行品質的改善,探求原因,需要採取緊急對策,並且重新檢討規格(3)CP等及之說明6σD級SL規格下限Su規格上限μ規格中心值6σC級6σB級6σA級6σA+級23(5。
8、)某電鍍品其鍍金厚度規格為50±2.0㎜,昨日產之生產實績為X±3S=53±1.5㎜,本日之生產實績為51±2.3㎜求Cp值。昨日Cp值==1.33……(A級)本日Cp值==0.87……(C級)23.2425.1424.製程能力指數Cpk綜合Ca與Cp兩值之指數Cpk之計算式1.Cpk=(1-K)K==(1-Ca)Cp當Ca=0時Cpk=Cp單邊規格時,Cpk即以Cp值計2.ZUSL=ZLSL=Cpk==與的最小值6TCaTX2/ˆXUSLˆ)(XLSL3minZˆ3XUSLˆ3)(XLSL25(2)等級判定Cpk值愈大,品質愈佳,依Cpk值大小分為六級等級Cpk值A++2.00≦CpkA+1.67≦Cpk<2.00A1.33≦Cpk<1.67B1.0≦Cpk<1.33C0.67/0.83≦Cpk<1.0DCpk<0.67/0.8326(3)處置原則:A+級:考慮管理的簡單化或成本降低的方法A級:維持原狀B級:改進為A級C級:需全數選別並管理、改善工程D級:進行品質的改善,探求原因,需要採取緊急對策,並且重新檢討規格。(4)某電鍍品其鍍銅厚度規格為0.7。
9、0±0.2㎜;製程實績為X±3S=0.738±0.2175㎜求CPK值。27不良率(規格以外比率)Cp值規格公差(T)單邊規格雙邊規格0.674σ(±2σ)2.27%4.55%1.006σ(±3σ)0.14%0.27%1.338σ(±4σ)31.8PPM63.6PPM1.609.6σ(±4.8σ)0.81PPM1.62PPM1.7610.4σ(±5.3σ)0.06PPM0.12PPM2.0012.0σ(±6σ)1PPB2PPB註:Ca值等於0時亦Cp=Cpk製程精密度(Cp值)與不良率之關係28判斷製程能力有無的基準NO.Cp(或Cpk)值分布與規格關係判斷流程能力的有無處理1.Cp≧1.67製程能力太充足製品的分布雖大,不過不須擔心。可考慮簡化管理與降低成本的方法。2.1.67>Cp≧1.33製程能力充足屬於理想之狀態,繼續保持。3.1.33>Cp≧1.00製程能力雖不充足,卻屬中等。製程管理進行十分紮實,保持其管理狀態。不過因為Cp值一旦接近於1時恐會發生不良品,應依需要,採取適當措施。4.1.00>Cp≧0.67/0.83製程能力不足發生不良品,必須進行全數檢驗,並改善製程管理。。
10、5.0.67/0.83>Cp製程能力不足無法滿足品質之狀態。必須追查原因,進行品質改善和緊急對策。此外,須再度檢討規格的訂定。29MOTOROLA達到6Sigma的步驟1.列出要製造之產品或提供之服務。2.列出產品的顧客或服務的對象,及他們的要求。3.訂定自己所需要的條件,以提供顧客滿意的產品或服務。4.繪劃(Define)現在的製程(程序)5.改善製程(程序),避免浪費資源。6.測量、分析、控制已改善的製程(程序)不斷改良,精益求精。30MOTOROLA邁向6Sigma之路1979-管理階層的承諾與了解1981-品質喚醒-5年內10倍的改善1986-企業標竿及品質訪查1987-6Sigma遠景1989-10倍之品質改善1991-100倍之品質改善1992-6Sigma1993-超越6Sigma1994-每2年10倍之品質改善2000-獲利率乘2倍31十、管制圖的運用管制圖的由來管制圖是1924年由蕭華特博士(Dr.W.A.Shewhart),在研究產品品質特性之次數分配時所發現。正常的工程所生產出來產品之品質特性,其分配大都呈常態分配的,會超出三個標準差(±3σ)的產品只有0.27%。。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 sd906804
sd906804
本文标题:統計製程管制(SPC)(1)
链接地址:https://www.777doc.com/doc-419713 .html