您好,欢迎访问三七文档
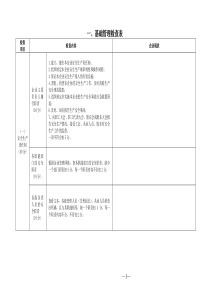
SENSO中山市盛硕电源科技有限公司订单编号QC确认结果//备注巡检员:核准:2.单个检验项目检验合格时,在对应位置栏填写“√”,不合格时在对应栏位填写“X”.如果产品某检验项目不适用时在对应栏位填写/.放大镜检查项审核:样板/BOM1.焊接品质:无空焊、多锡、冷焊、裂锡、短路等不良.放大镜放大镜上线后内容插件装配1.板面位置:无多件、少件、错件、高件不良.样板/BOM4.本表单于本工令结束后统一交品质部存档备查.灌胶3.当每个项目均检验完成時,在「判定」栏相对应栏打“∨”並签名,后随同首件样品板一并交主管或代理人核准.样板/BOM內容确认插件物料是否符合BOM要求、样品一致;贴片半成品是否准确无误。□手工焊接1.烙铁温度: 2.锡丝型号:辅助工具□波峰焊1.助焊剂型号: 2.锡条型号:预热温度3.波峰焊条件设定(温度单位:℃)1.本表单为首件检验申请单,由生产单位在自主检查(生产文件、生产条件/参数、样品品质)OK后,随产品一起交给QC做首件检查确认.□B.不合格,重新调机,重工不良品,重新送样.(m/s)□其它.生产数量焊接首件时机□新产品首件 □常规品首件2.元件角度:无贴装元件方向、极性反向不良.3.元件丝印:无元件丝印/MARK模糊、残缺不良.焊接样板/BOM填写说明2.外观:外壳表面无脱漆、无明显划痕、无明显影响外观的缺陷。1.品质:灌胶饱满无溢漏,表面平滑无气泡孔、无冒包;电源线无突出□A:合格,可以生产.灌胶装配上线前确认胶水和固化剂的调配比例是否符合BOM要求确认装配物料是否符合BOM要求插件链速锡波温度2.清洁度检验:无锡珠/渣、异物残留、脏污不良.1.丝印激光标识:丝印激光无错误、漏失或印刷內容无法辨认不良.客户名称生产负责□C.不能生产,立即停线/机,进入异常处理程序.日期送检时间查验项送检数量判定2.裸板是否符合装配BOM要求。首件检验记录表SS-QF-SC-004生产线别产品名称型号规格结果制造QC结果QC备注插件首件检验记录表产品名称产品编号生产编号日期送检时间□其它.首件时机/极性元件数/总元件数送检数量1.助焊剂型号: 2.锡条型号:.填表□新产品首件审核链速生产线别查验项工站□波峰焊內容插件确认插件物料是否符合BOM要求.锡波温度焊接1.烙铁温度: 2.锡丝型号:.3.助焊剂型号:.□手工焊接3.波峰焊条件设定(温度单位:℃)(m/s)预热温度2.产品标记:基板特殊标记是否合乎要求.放大镜3.元件丝印:无元件丝印/MARK模糊、残缺不良样板/BOM样板/BOM放大镜生产批量检查项项目内容辅助工具元件着装标记检验1.元件丝印:元件丝印无错误、漏失或印刷內容无法辨认不良.放大镜2.清洁度检验:无锡珠/渣、异物残留、脏污不良.放大镜2.元件角度:无贴装元件方向、极性反向不良.外观检验1.焊接品质:无空焊、多锡、冷焊、裂锡、短路等不良.1.贴装位置:无多件、少件、错件不良.样板/BOM□B.不合格,重新调机,重工不良品,重新送样.□C.不能生产,立即停线/机,进入异常处理程序.南京亘兴电子科技有限公司FQP-009-04A/0判定□A:合格,可以生产.填写说明1.本表单为首件检验申请单,由生产单位在自主检查(生产文件、生产条件/参数、样品品质)OK后,随产品一起交给QC做首件检查确认.4.本表单于本工令结束后统一交品质部存档备查.3.当每个项目均检验完成時,在「判定」栏相对应栏打“∨”並簽名,后随同首件样品板一并交主管或代理人核准.核准2.单个检验项目检验合格时,在对应位置栏填写“√”,不合格时在对应栏位填写“X”.如果产品某检验项目不适用时在对应栏位填写/.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 wys0079
wys0079
本文标题:78首件检验记录表
链接地址:https://www.777doc.com/doc-4201085 .html