您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 三河爱信电气有限公司质量管理制度最终版0528(DOC37页)
1、三河爱信电气有限公司质量管理制度SanheaixinElectricCo.,LtdqualitymanagementsystemAXE08A-01-2008三河爱信电气有限公司批准仅供内部使用ForInternalUseOnly低压配电柜生产系列工艺守则Lowvoltagedistributioncabinetproductionseriesprocesscode三河爱信电气有限公司1目录第一章一般注意事项.............................................................................................2第二章电器组装工艺守则....................................................................................4第三章一次母排加工工艺守则...............................................................................6第四章电缆下线、剥线.。
2、.....................................................................................25第五章二次线工艺守则........................................................................................28第六章螺栓连接要求和检查...............................................................................33三河爱信电气有限公司2第一章一般注意事项1.使用适度的力进行装配,装配时不得过度用力。2.如果有些部件不配套或很难安装(要做好标识),应停止安装,并告知主管部件不能使用并且查询原因。3.导线穿过锋利的金属边缘时,需要采取防护措施,对导线电缆进行保护,防护方式可采用护套,护边等。4.电流测量回路要用不小于2.5mm²导线布线。5.引自母线的控制电压引线,导线不要敷设在母线上。6.各种不同的螺钉要视其种类及大小,只能用规定的相应工具来安装,。
3、并且要注意扭矩。7.带张紧垫片的铜排连接必须使用相应的扭矩拧紧螺栓,然后用标识笔在螺母侧面清晰地涂上兰色(生产),红色(检验员),线道要覆盖到螺栓和螺母。螺栓扭矩见表1-1。表1-1螺栓力矩Nm检查力矩NmM532.6M82017M104034M127060M161201028.装配铜排时应戴手套,铜排搭接面要清洁,80mm宽及以上铜牌搭接面须做亚麻处理。9.穿过柜体的导线或放置在锐边的导线都要套上螺旋管或螺纹管等起到保护作用。10.所有安装电气元件的柜门都要另外接地,首选编织软连接带。11.所有喷漆(喷塑)的部件都要加接触垫片并将其拧紧(保证良好接地)。三河爱信电气有限公司312.压线鼻子和端子头只能用相应的专用工具。13.只允许使用测试过的合格工具。14.剥导线绝缘层时注意不要损伤线芯。15.控制线与主回路线始终要分开布线与捆扎。16.不影响电磁兼容性时,尽可能只扎成一个线束。17.钻好的孔两面要去毛刺。18.压紧导线线时,要注意螺栓的旋转方向,并且注意元器件生产厂家所标注的扭矩数值。19.不要将2根线夹在一个连接点下面,如果需要的话,则应将2根线夹入一个芯线端子头。20.活动的布。
4、线要布得相应长一些(门布线,抽屉单元控制触头)。21.铆接时,铆钉要和铆接面垂直。22.所有抽屉单元都要清晰地贴上标牌。23.元器件和端子排要统一贴标签。24.不能攀爬柜体,使用安全梯子。25.如果柜子正在通电检测必须使用安全栏围绕,并设置醒目标识。26.质检必须从头开始(从供应商提供原器件到货开始检查)分工到每一步每一个员工的操作。27.生产过程中保持井然有序,生产结束后要整洁。28.元器件等原材料放在木架底盘上,不能直接放在地上。三河爱信电气有限公司4第二章电器组装工艺守则1.电器元件的安装和布置应严格依照配电柜元器件布置图(在出具元件布置图情况下),自行布件时应布局合理、主次分明,接线方便,组装前首先看明图纸及技术要求。2.检查产品型号、元器件型号、规格、数量等与图纸是否相符,不相符时不得安装。3.检查元器件有无损坏,已损坏元件不得安装。4.组装前必须擦净元器件上的尘土及油污。5.具备装配图纸的产品必须按图安装。6.元器件安装应满足以下条件:6.1操作方便:元器件在操作时,不应受到空间的防碍,不应有触及带电体的可能。6.2维修容易:元件板安装元器件时,需螺丝的固定元器件用在安装板。
5、上攻丝,能够较方便地更换元器件及维修连线。6.3各种电气元件和装置的组装要保证电气间隙、爬电距离应符合规定。6.4保证一、二次线的安装距离。7.以安装板为准,元器件组装顺序应从板前视,由左至右,由上至下。8.对于并列使用的装置,应按运行时的排列顺序并列组装。9.同一型号产品应保证组装一致性。10.面板、门板上的元件中心线的高度应一致。杠杆操作元件手柄应处于便于操作的高度,宜为1.2-1.5m。11.在固定安装式装置内,接线座距装置底面的距离如无特殊要求,不应小于0.20m。每个柜子至少加一个电缆支架(梁)。12.组装所用紧固件及金属零部件均应有防护层。防护层应无脱落变质、生锈等现象。13.对于螺栓的紧固应选择适当的工具,不得破坏紧固件的防护层,并注意相应的扭距。14.所用紧固件紧固后一般应露出2-5个螺距。三河爱信电气有限公司515.对于胶木、电瓷、精密仪表等易碎元件在组装时应加胶皮垫。紧固时用力适当,以免损坏元件。对动作时产生较大震动的电器元件,安装时应加防震装置。16.所有电器元件及附件,均应固定安装在支架或底板上,不得悬吊在电器及连线上。17.接线面板每个元件的附近有标(签)牌,。
6、标注应与图纸相符。18.标号应完整、清晰、牢固。标号粘贴位置应明确、醒目。19.安装于面板、门板上的元件、其标号应粘贴于原件本身及面板和门板背面元件下方,如下方无位置时可贴于左方,但粘贴位置需一致。20.组装时应轻拿轻放,避免磕、碰、划、伤元件和装置的表面。21.如需调整安装尺寸时,必须松开紧固件,重新安装,不得重击零部件及电器元件。22.保护接地连续性22.1接地装置表面不得沾漆、生锈,必须装有接地符号的接地标(签)牌。22.2保护接地连续性利用有效接线来保证。柜内任意两个金属部件通过螺钉连接时如有绝缘层均应采用相应规格的接地垫圈,并注意将垫圈齿面朝向零部件的绝缘层安装。23.组装后应将拆下的紧固件、保险芯、开关盖、把手、灭弧栅等全部安装好或通过与一、二次线员工、库管的交接,妥善保管,待工作完毕后另行安装。24.安装板上安装孔应两边平滑,不应有毛刺尖峰。25.导轨安装接地,导轨上有大于16mm²的PE端子时,需要引线接地。26.检查26.1紧固后的元器件应牢固可靠,不得晃动。26.2组装后的元件应横平竖直,端正美观。26.3组装后的隔离开关,操作时不得有卡阻现象,三相应同期,合闸后把。
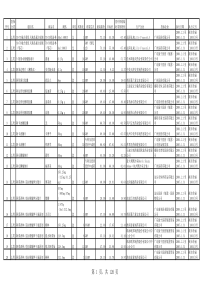
7、手不应有较大回弹。三河爱信电气有限公司6第三章一次母排加工工艺守则1.一次配线应尽量选用矩形铜母线,当用矩形母线难以加工时或电流小于等于250A可选用绝缘导线。2.所有母线应符合GB5585.1-2005《电工用铜、铝及其合金母线第一部分:铜和铜合金母线》的规定。聚氯乙烯导线为RV或BVR型。3.一次母线、绝缘导线规格的选择:3.1图纸有要求的应按图纸要求选用,图纸无具体要求时,应按本工艺守则的规定选用。3.2汇流母线应按设计要求选取,主进线柜和联络柜母线按汇流选取,分支母线的选择应以自动空气开关的脱扣器额定工作电流为准,如自动空气开关不带脱扣器,则以其开关的额定电流值为准。对自动空气开关以下有数个分支回路的,如分支回路也装有自动空气开关,仍按上述原则选择分支母线截面。如没有自动空气开关,比如只有刀开关、熔断器、低压电流互感器等则以低压电流互感器的一侧额定电流值选取分支母线截面。如果这些都没有,还可按接触器额定电流选取,如接触器也没有,最后才是按熔断器熔芯额定电流值选取。三河爱信电气有限公司73.3聚氯乙烯绝缘导线载流量选择见表3-1表3-1橡胶和塑料绝缘导线明铺载流量(安培)(温度6。
8、0度)标称截面(mm2)硬线根数/单根直径BVR软线根数/单根直径BV/BVR铜芯塑料线(500V-1000V)BLV铝芯塑料线(500V-1000V)BBX铜芯橡皮线(500V-1000V)BBLX铝芯橡皮线(500V-1000V)环境35度环境40度环境35度环境40度环境35度环境40度环境35度环境40度0.751/0.971211141311/1.137/0.43151417151.51/1.377/0.52191721192.51/1.7619/0.41252320172825211941/2.2419/0.52343025233733282561/2.7319/0.644338333047423632107/1.3319/0.826457474268615146167/1.6849/0.648576655789806861257/2.1198/0.581109985761191068980357/2.49133/0.5813612210695144129110995019/1.81133/0.681701521301181831631401257019/2.14180/0。
9、.682161941701522252011741569519/2.49250/0.6826323620418227624721319012037/2.032629225122415037/2.2437433428925818537/2.49438391340304三河爱信电气有限公司83.4母线载流量选择参照表3-2表3-2三河爱信电气有限公司94.主母线、支母线及接头裸露部位要求装设绝缘热缩材料(热缩管、铜排护套),与相序相对应颜色,应符合表3-2的规定。5.铜排连接处使用螺丝长度(紧固后一般应露出2~5个螺距)。6.母线制作:80mm宽及以上铜排剩料不可超过200mm。7.所用绝缘热缩套管及铜排护套要求绝缘阻燃工作温度80℃~125℃。三河爱信电气有限公司108..铜母排剪切后应需使用锉刀修整剪切面(尖端,直边…..)后再进行下一步加工。9.装置内母线的相序排列从装置正面观察,应符合表3-3的规定。表3-3类别垂直排列水平排列前后排列交流回路A相上左远B相中中中C相下右近中性保护线最下最右最近直流回路正极上左远负极下右近10.装置内母线和导线的应符合GB2681-81《电工成套装。
10、置中的导线颜色》的规定,相序标准见表3-4。表3-4电路线性标志三相交流电路A黄、黑B绿、黑C红、黑零线、中性线淡蓝色安全用接地线黄绿双色直流电路正棕色负蓝色接地中线淡蓝色三河爱信电气有限公司1111,二次电路需在母线上借用电源时,一律打φ6或φ7的孔,用M5或M6的螺栓连接。(须打在搭接面的右下方或右上方30mm的位置上,且不得有漆面。)多股的二次线与主回路搭接时必须采用接线端头搭接或用小母线搭接,或引薄铜板作为二次连接点。12母线加工工艺程序12.1确定走线方案、量尺寸。母线的形状及尺寸一般由加工者确定,标准产品及图纸有特殊要求的按图纸要求制作。12.2下料、母线调直、调平。12.3划线、钻孔或冲孔、去毛刺。12.4端面倒角锉平。12.5曲弯(平弯、立弯、麻花弯)。12.6对加工后的母线进行镀锡或使用镀锡铜排。12.7母线安装12.7.1制作者对母线安装是否符合工艺及图纸要求进行初检。13一次母线的制作要求13.1母线的制作应考虑安装后安全可靠、检修和拆卸方便。13.2母线本身要求很平直,对于弯曲不直的母线材料应进行校正。一般用人工采用木榔头敲打校正,但经矫直的母线不得有明显锤痕凹坑。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 86223395zz
86223395zz
本文标题:三河爱信电气有限公司质量管理制度最终版0528(DOC37页)
链接地址:https://www.777doc.com/doc-426125 .html