您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 冶金工业 > 喷漆清理工艺作业指导书
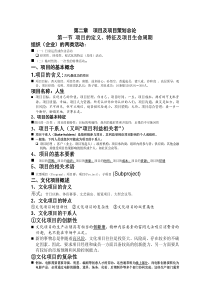
喷漆清理工艺作业指导书1目的明确喷漆工序作业的程序和方法,以提高喷漆工序作业人员的工作质量。2职责2.1车间作业人员按要求进行作业;2.2车间主管要做好生产的安排、协调和管理(包括6S管理),并对喷漆的质量进行检查;2.3检验人员对作业完工产品进行检验。3工作程序3.1物料交接与准备3.1.1经前处理后的工件必须在最快的时间内流转到涂装车间(一般在干燥后2小时内),涂装车间必须在16小时内完成腻子、喷漆两道工序;3.1.2生产组长负责组织人员对上道工序流转下来的物料(零部件)进行检验和清点,与上道工序作好交接;3.1.3不应该喷涂的部位,应用适当的方法进行保护:平面用贴纸覆盖,丝牙用磺腊管包裹。3.2.喷漆环境控制施工前,除了前道涂层的表面要清洁、干燥外,还要注意底材温度≥10℃且要高于露点温度3℃以上,以免底材的凝露影响涂料的附着力。一般说来,在相对湿度低于85%的情况下,最低的底材可施工温度与环境温度基本相同,因此在相对湿度低于85%的情况下可以进行施工。3.3喷漆前的准备工作3.3.1个人防护准备穿工作服,戴工作帽和口罩及防护围裙等;3.3.2技术准备施工前,作业者应充分了解图纸(或顾客提供色板)上关于颜色、油漆种类及美术纹型等技术要求;3.3.3设备及场地的准备3.3.3.1在每日工作前应对空气压缩机试运行5~10分钟,并排净贮气桶中的水分,待运行正常方可投入使用;3.3.3.2喷枪套上喷嘴空喷,检查气路是否畅通;3.3.3.3场地清扫,磨石地用湿拖把拖净,检查喷漆室,吸风设备运行是否可靠;3.3.3.4开启干燥室(烘箱)电源,5分钟后观察测温指示,若有升温,则表示烘箱工作正常;3.3.3.5配漆现场应配备涂-4粘度计、秒表、量杯、400目以上铜丝过滤网、洁净纱布等;3.3.4调色配漆按顾客提供的色板、色卡调制油漆,每次调色配漆的调配比例或各种油漆的用量均要记录于“调色配漆比例记录”中。注意:在配制深色调时,要比色板(卡)偏深些,配制浅色调时要比色板(卡)偏淡(因为漆膜经高温固化后深色略变浅,反之浅色要变深),具体偏多少要视调色操作者的经验而定,有时候不是一次能到位的,往往要多次试配色,多次试喷后才能取得最佳效果。3.3.5粘度测定3.3.5.1采用涂-4粘度计测定粘度,氨基烘漆喷平光时粘度为30~35秒,喷美术纹为35~40秒(油漆的稀、稠由调漆师用原漆加X-4稀释剂或二甲苯和丁醇的混合溶剂(4∶1)稀释到施工粘度);3.3.5.2采用环氧铁红或锌黄底漆时其施工粘度可稀释至20~25秒。3.3.6滤净漆液采用400目铜丝网滤净漆液待喷。3.3.7试喷准备100×100×δ1.5试板叁块(已前处理)喷底漆、烘干,喷涂平光、烘干,喷洒美术纹型、烘干。3.3.8样板鉴定3.3.8.1样板鉴定要求a)颜色按顾客图纸、技术协议书、色板、色卡鉴定色彩偏离程度,有明显色差者应重新调漆再度试喷直至顾客满意;b)样板经顾客鉴定合格后(提供一块给客户保存),封样作为生产、检验的依据(具体可参阅“色标管理规定”)。3.3.8.2鉴定及质量记录经自检、专职检及顾客审定确认均应记录在案,当事人签名以便追溯(色标确认记录)。3.4喷漆3.4.1喷底漆层3.4.1.1通常母材为钢时喷铁红环氧底漆,当母材为铝及铝合金时底漆层应是锌黄环氧底漆;3.4.1.2对防护要求较高,特殊使用场合的产品,有时是以环氧粉末喷涂作为底层的;3.4.1.3底漆入烘箱120℃±15℃烘30~60分钟;3.4.1.4底漆层技术要求烘干后漆膜厚度20~30μm,要求无流挂、无垃圾、无碰坏。3.4.2批嵌腻子打磨3.4.2.1头遍腻子填缝、凹坑,入烘箱140℃±20℃烘30分钟后出箱,自然冷却至室温,用2#砂布包木方块磨平;3.4.2.2第二遍腻子补批遗漏部分,入烘箱120℃±15℃烘30分钟后出箱,自然冷却至室温,用2#砂布包木方块磨平,清除孔眼流挂腻子;3.4.2.3批腻子技术要求批腻平整,无凸凹不平,无碰伤痕印,做到砂磨光滑平整,无砂痕,无流挂。3.4.2.3补喷底漆。3.4.3喷面漆层3.4.3.1喷涂平光层,喷涂后在常温洁净无尘环境中放置30分钟入烘箱,烘后漆膜厚度以20~35μ为宜;3.4.3.2喷洒桔形美术纹(根据顾客要求喷洒颗粒的粗细),喷涂后在常温洁净无尘环境中放置15~30分钟,时间不宜过长,然后送入烘箱烘干;3.4.3.3烘干条件与时间:a.喷涂平光入烘箱120℃±15℃烘干保温30分钟;b.喷洒美术桔纹入烘箱130℃±20℃烘干保温30分钟;c.顾客有特殊要求的应按要求操作。3.4.4后续整理a.清理保护用的遮盖物;b.发现盖保护的未达到保护效果时,应采取必要的措施(平板用木片刮去多余的漆膜,丝牙用丝锥或板牙重新回丝处理);3.5记录保存3.5.2烘箱作业人员要做好每批产品的烘箱运行参数记录工作,并将相关参数记录于“烘箱运行工艺参数记录表”中,下班前将记录交于生产组长;3.5.3产品加工的档案资料由车间专人负责保管,保存期建议为两年。4物料流转4.1所有作业人员应加强经表面涂装处理后的零件的保护,注意轻拿轻放,不要多层堆叠,确实因特殊原因需堆垫时,应用纸片或气泡膜进行隔离保护;4.2必须经过质量部检验员的检验合格,由检验员、生产人员在“物料追踪卡”上签字后,方可流入下道工序;4.3流转时,图纸应随物料一起流转,流转必须由本工序人员与下道工序办理交接记录,即在“工艺流程卡”上签字.5作业后整理5.1将用过后工量具擦净,并有序地存放在工具箱中。5.2清洗喷枪、喷嘴及粘度计、量杯等,关闭设备电源,做好设备保养工作。5.3生产现场的管理必须符合“制造现场6S管理制度”的规定。6相关文件:制造现场6S管理制度7质量记录:喷漆检验记录表附录1:涂覆后涂膜的技术指标应符合下表1总要求序号项目指标试验方法1颜色符合用户商定的色板无明显色差GB1729-79《漆膜颜色及外观测定法》2外观是否经过喷漆的后续处理普通:涂膜平整、光滑、无气泡、允许局部有不明显的均匀桔皮及少量细小的颗粒。美术:美术纹理清晰,分布均匀,不允许有机械杂质和较大颗粒。目测喷漆的后续处理指:清理保护用的遮盖物;发现盖保护的未达到保护效果时,应采取必要的措施(平板用木片刮去多余的漆膜,丝牙用丝锥或板牙重新回丝处理);3附着力2-3级(涂膜厚度≤70μ)《漆膜附着力测定法》4硬度不小于(铅笔2H)见★5厚度塑粉:框架类75-120μm;门板类60-85μm;冲压件附件45-70μm;(油漆见下表)电子测厚仪涂层性质底漆层厚度面漆层二道厚度涂层总厚度一般性装饰30~50μm60~80μm60~100μm保护性涂层--100~180μm防腐性涂层--180~250μm2涂漆涂层表面质量精度本公司钣金产品涂漆层规定只允许Ⅰ、Ⅱ级2个精度等级标准:2.1Ⅰ级精度要求涂层表面不允许有波纹曲面的凹凸不平,应光滑光亮(无光和半光漆除外),无花斑,无“桔皮”,不允许有肉眼可见的机械杂质、污浊、气泡、针孔、擦伤、流痕和修整痕迹等缺陷,复色和字迹界线要整齐无虚影,美术漆的花纹清晰明显、均匀(弯曲凹角处允许有不明显缺陷);2.2Ⅱ级精度要求涂层表面无明显的凹凸不平,允许稍有渐变弧度,应光滑发亮(无光和半光漆除外),无花斑,无较严重的“桔皮”,每平方米上机械杂质的数量不得超过五个,其中不大于2毫米长的纤维杂质不得超过1个,颗粒状杂质的直径不得大于0.5毫米,数量不超过2个,且两个杂质之间的距离不小于20毫米。不允许有污浊、擦伤、气泡、针孔、流痕和修整痕迹。复色和字迹界线要清晰、整齐无虚影,美术漆的花纹清晰,较均匀。2.3检验方法:在自然散射光线或无反射光的白色透射光线下,按涂层加工精度要求,以目视法进行。光的照度不应低于300勒克斯(相当于制品放在40瓦日光灯下,距离为500毫米处的光照度),制品与肉眼距离为350毫米。3漆膜干燥性a)以手指用力按在漆膜上,不留有指痕即为干燥;b)在被测漆膜上放上脱脂棉球,并在棉球上压放重200克底面积为1平方厘米的重物,30秒后将重物、棉球取走,若漆膜上不粘有棉丝即漆膜实际干燥。4漆膜的划格试验采用保险刀片在漆膜上切六道平行切痕(长约10~20毫米,行间距为1毫米,深度以切穿漆膜底层为准),然后再切与前者垂直,间距深度相同的切痕六道形成#字格,过后用透明胶带去粘,以脱落受影响面积应小于划格总面积的15%为合格。5其他要求以上九项技术要求是金属柜、架、箱、操作台、屏幕墙等钣金产品表面涂漆的常规检验项目。当客户提出特殊要求时,还应对表面喷涂层作以下试验:a)漆膜柔韧性能GB/T1731-93b)漆膜耐湿热性能GB1740-79(89)c)漆膜耐霉菌性能GB1741-79(89)附录2:涂装不规范的操作
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 woshiwolz
woshiwolz
本文标题:喷漆清理工艺作业指导书
链接地址:https://www.777doc.com/doc-4340213 .html