您好,欢迎访问三七文档
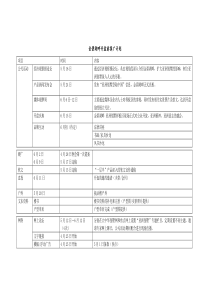
消失模铸造两个关键环节的技术实践袁东洲(山西晋城市金珂铸业制造有限公司山西晋城048012;陕西省内燃机配件二厂陕西咸阳712025)作者简介•袁东洲(1947.01—)男,汉族,陕西渭南市人,大学文化,高级工程师。长期从事铸造工业技术及感应电炉应用技术研究工作。现任山西晋城市金珂铸业制造公司总工程师,山西省中小企业技术创新服务专家,全国消失模与V法铸造技术委员会高级工程师。兼职中国内燃机铸造新技术推广组专家委员;中国科技研究交流中心特约研究员;中国管理科学研究院学术委员会研究员;《科技创新导报》特邀编辑;《今日铸造》杂志客座专家;中国改革发展丛书编纂委员会特约编委。目前主要从事高强度铸铁生产汽车配件、空压机零部件及管道控制结构件的消失模铸造技术研究。在学术专刊和全国性专业学术会议发表科技论文80余篇。通联方式:0356—3898985(办),传真0356—3898986;E-mail:ydzh470119@126.com摘要与关键词•摘要:作者积多年来从事消失模铸造的实践经验,从消失模铸造常见缺陷的观察分析基础上,本文重点阐述模样制作与模样气化成型两个关键工序的技术工艺控制,进一步提高消失模铸件质量,论述了模样制作和模样气化是消失模铸造的两大核心环节,是决定消失模铸造成功与失败的关键技术。实践证明,只要掌握并控制好这两个关键技术并熟练应用于生产,消失模铸件的质量提高和稳定是不难解决的。•关键词:消失模铸造模样气化置换成型前言•随着消失模铸造设备国产化配套水平的提高,随着消失模铸造原辅材料质量的不断提高,诸多科研人员对于消失模铸造原理和理论研究的不断深入,加上从生产实践中涌现出一大批具有一定理论基础和实践经验的消失模铸造技术骨干力量,我国的消失模铸造出现史无前例的好局面。尤其是许多新建中小企业在选择铸造生产方式的时候,优先考虑采用消失模铸造,真正是方兴未艾,前程似锦。•但是,必须认识到中小企业普遍存在的技术力量薄弱、管理者的认知水平欠缺,检测手段不健全和资金不充足等诸多问题;尤其是对消失模铸造认识上的不足,所以,在产品选择和工艺技术方面出现这样那样的问题,难免遇到挫折走点弯路。在此,就中小企业的决策者和技术人员如何认识消失模铸造及其工艺技术特殊性,结合我们的实践谈几点认识与体会。•消失模铸造就是利用泡沫塑料容易气化、燃烧的特性,将泡沫模样埋进砂型中然后给予负压后这个时候就是通俗说的实型型腔,浇入高温金属液使泡沫塑料模样迅速热解、气化燃烧而消失,金属液随即占据气化模的空间(也可以说成是金属与泡塑模样置换过程),冷却后得到消失模铸造生产的铸件。为了防止金属液渗入砂子空隙中造成铸件粘砂缺陷,给模样表面要涂刷耐火涂料,这个涂层能在金属液浇注型腔过程,可以支持干砂型,防止其塌箱和崩溃。由于泡沫塑料模样的存在,金属液充填过程与砂型铸造方法是不相同的。如果完全利用传统铸造理念产生的工艺设计消失模铸造工艺生产的铸件出现缺陷是在所难免的。所以,消失模铸造的缺陷与其铸件成形过程密切相关。如果连消失模铸造的原理完全不懂或者知之甚少,完全依照砂型铸造去做,那肯定是举步维艰,甚至会一塌糊涂。•在距我们不远地方就有这样个例,一个单位因为经济效益好,但他们是从事根本与铸造无关的行业,决策者过高地估计了消失模铸造的优势,包括对消失模铸造成本价格的错误估算,就决定投资两千万上个消失模铸造企业,结果开工就几个月不到半年,因为生产的铸件缺陷怎么也消除不了,就已经停业关门了。投资者原以为消失模铸造很简单,其实并非如此。•消失模铸造和其他铸造方法与工艺不同,当然影响铸件质量的因素也不同。由于气化的泡塑模样在消失模铸造过程中必不可少的要消耗掉,每生产一个铸件就要消耗一个模样。模样成型及制作质量的好坏,既影响到铸件的尺寸精度和变形程度又影响铸件的表面粗糙度;模样在参与成型为铸件浇注过程中的物理化学反应进行的如何直接影响到铸件的内在质量。所以,我们才说模样制作和模样气化是消失模铸造的两大核心环节,是决定消失模铸造成功与失败的关键技术。•干砂负压铸造法(EPC法):干砂负压铸造法是将真空密封造型法与实型铸造进行工艺嫁接而形成的一种新的铸造方法,因而它保留了真空密封造型法和实型铸造的主要优点,克服了它们各自的缺点和局限性,这不仅是实型铸造技术的新突破,更是实型铸造法的新发展。在干砂填充成型法基础上,采用负压浇注,不仅利用砂箱内外压差使干砂紧实,还保证了泡塑模在真空下气化,产生的气体也能及时和有效地排放,这样所产生的气体量大大减少。由于金属液被浇注进入真空状态下的型腔,因此铸件表面精度很高,同时简化了造型操作,无须混砂工序,铸件容易落砂清理,极少粉尘污染,减少了气孔以及根除了由粘结剂等添加物引起的铸造缺陷。该方法已成为消失模铸造的最重要方法。EPC法工艺流程如下:消失模铸造工艺流程图•如果是从事消失模铸造工作,就应该对泡沫塑料这种聚苯乙烯遇热后变化的基础知识有所了解。消失模铸造中,金属液浇注时泡沫塑料模样是处于不同温度下,泡塑模样并不是一下立即消失;随着金属液给热温度不同,泡塑模样的状态也不相同。泡沫塑料加热到75℃左右开始变形软化,进入高弹态;温度超过100℃时,泡孔内空气和发泡剂穿过泡孔壁逸出,体积急剧缩小到原来的几十分之一;到164℃左右开始变为粘流态;在316℃左右聚苯乙烯开始解聚;温度超过576℃低分子聚合物发生裂解。在700℃以上高温泡沫塑料极度裂解、进入气化态,在有氧条件下伴随着燃烧。超过1350℃后低分子聚合物急剧裂解,析出氢的含量大约到一半,燃烧更加剧烈并析出大量的游离碳和由挥发性气体产生的火焰。•由此我们可知,消失模铸造中浇注时泡塑模样遇高温金属液立即热解、气化燃烧,浇注的金属液同时与其相互作用,金属液不断占据其退缩的空间,泡塑模样这种不断消失逐渐趋向完全消失掉,金属液在不停顿的占据中逐渐冷却凝固而形成铸件。泡塑模样消失(即气化)的越完全越彻底,铸件形成的越健全越完好;整个过程对消失模铸件质量有决定性的关系。以铸铁为例,如果浇注铁液温度在1350℃,此时聚苯乙烯不完全分解而生成固相碳(碳黑),它分布在铸型的表面,这个时候的铸铁含碳量接近于饱和,碳元素不易渗入铸件表层,就容易沉积在铸件表面。轻则,这些分解产物堆积在铸件表面局部,只是造成铸件表面粗糙;在工艺条件不良下,使铸件表面形成波纹状或滴瘤状的皱皮等缺陷,习惯称之为碳质缺陷,这类碳质缺陷严重时就会导致铸件报废。•虽然泡沫模型的变形和泡沫材料的热解产物可能会对铸件的质量带来诸多的不利影响。但是,其生产工序的减少和操作内容的简化,为减轻铸造工人的劳动强度创造了有利条件,由于铸件近无余量净成型,从而大大减小了铸件重量,消失模铸造可以提高生产率。加之清砂极为简便,最大限度地能够排除了粉尘污染,因此,成为铸造行业节能减排的先进工艺技术之一。所以,这种新技术、新工艺、新材料仍然对铸造行业有着巨大的的吸引力。只要对模型材料和制模工艺、耐火涂料以及振实填砂装箱等工艺环节进行严格的控制认真仔细的操作,完全能够克服和消除不利影响因素,获得优质的精密铸件。•要保证消失模铸造产品的质量好,选择优质的消失模铸造专用泡沫珠粒是关键的一个环节。用包装用泡沫来制造产品的泡塑模型,会因为其发气量,增碳量等不定因素大大影响了铸件产品质量。现在随着消失模铸造业在国内的迅速蓬勃发展,随之而来原辅材料也要求越来越专业化。•一.消失模铸造用专用泡沫珠粒的常规专用名称:1)消失模铸造专用的可发性聚苯乙烯树脂珠粒(简称EPS);2)可发性甲基丙烯酸甲脂与苯乙烯共聚树脂珠粒(简称STMMA);3)可发性聚甲基丙烯酸甲脂树脂珠粒{简称EPMMA)。用户根据铸件的特点和要求来选用需要的品种和规格,以确保获得优质的泡沫塑料模型和消失模铸件。消失模铸造用专用泡沫珠粒产品的适用范围•表1消失模铸造用专用泡沫珠粒产品的适用范围品种适用范围EPSEPS有色金属(铝、铜等)、灰铁及一般钢铸件STMSTMMA灰铁、球铁、低碳钢、合金钢铸件EAEPMMA球铁、可锻铸铁、低碳钢、合金钢、不锈钢铸件等•原始珠粒的选择:首先根据铸件材质及对铸件的质量要求来选择珠粒的品种,再根据铸件的壁厚来选择珠粒的规格。在预发泡时,40~50倍的发泡倍率,珠粒直径将是原始珠粒的3倍左右。为了得到良好的模样表面状态,在成型时,模样最小壁厚部位要在最小壁厚方向排列3颗珠粒。这样,所选择的最大原始珠粒直径(mm)=铸件最小壁厚(mm)×l/3×1/3。例如,要得到5mm最小壁厚的铸件,就需要直径为0.55mm以下的原始珠粒作模样材料。但有时对薄壁件,尤其是灰铸铁件,其珠粒直径要更小一点。而对厚壁件,珠粒的充填不成问题,模样也有一定的强度,适当选用大的珠粒,也能得到理想的铸件表面。原始珠粒的预发泡:消失模铸造用的预发泡机一般采用间歇式预发泡机。间歇式预发泡机有间歇式蒸汽预发泡机和真空预发泡机两种。间歇式蒸汽预发泡机预发泡工艺参数:EPS预发温度100~105℃;STMMA预发温度105~115℃;EPMMA预发温度120~130℃。预发泡时,蒸汽进入不宜过于集中,压力和流量不能过大,以免造成结块,发泡不均匀,甚至部分珠粒过度预发泡而破裂。发泡时珠粒与水蒸气接触,预发泡珠粒含水量的质量分数高达10%左右,因此卸料后必须经过干燥处理。•真空预发泡机的加热介质(蒸汽或油)不直接接触珠粒,珠粒的发泡是真空和加热的双重作用而使发泡剂加速气化溢出的结果。因此,预热温度和时间、真空度的大小和抽真空的时间是影响预发泡珠粒质量优劣的关键因素。一般真空度设定为0.06~0.08MPa,抽真空20~30s,预热时间1~3min,最好两分钟以内,预热温度由夹层蒸汽压控制。•二、消失模铸造用的泡沫模样在浇注过程中要被高温气化掉或燃烧掉,金属液才会取代其空间位置而形成铸件,因而要对泡塑模样的外部和内在质量提出以下五条要求。(1)模样表面粗糙度低,珠粒间融合良好,没有明显的突起与凹陷,无过融、无伤损、无油污,其形状和尺寸精确的符合模样图要求。(2)模样在确保强度前提下密度要低而且各部位密度均匀,以使热解产物尽量少,保证金属液顺利充填,且不产生铸造缺陷;模样内不允许有夹杂物。(3)模样的结构与工艺设计要尽可能的合理。•(4)模样在涂敷涂料前,必须进行干燥处理,减少水分并使尺寸稳定。•(5)模样在满足上述要求的同时,还要具有一定的强度和表面刚度,以保证在粘结、涂敷涂料、干燥、搬运、填砂装箱等操作过程中不被损坏或变形。•预发珠粒的干燥、熟化处理:一般真空预发泡机不仅珠粒预发倍数高,珠粒粒径均匀而且预发的珠粒是干燥的。若采用加压式蒸汽预发泡机,预发泡后的珠粒含水率高,需用进行干燥处理,干燥风温为25℃~35℃,使珠粒含水率降到2%以下。经预发泡后的珠粒内部呈减压状态,通常要存放一定时间使其干燥熟化,让其稳定。EPS的熟化时间如表2所示。•表2–EPS预发珠粒熟化时间•堆积密度/gL-115202530最佳熟化时间/h48~7224~4810~305~25最少熟化时间/h10520.5•EPMMA和STMMA预发泡珠粒的熟化时间比上述EPS的熟化时间要短些,最佳的熟化温度为20~25℃。•三、模样的制作工艺:无论采用哪一种珠粒制模,其制模工艺流程都是相同的。其工艺过程如下:原始珠粒的选择→预发泡→珠粒的干燥、熟化处理→发泡成型→模样的熟化→模样组合。•目前,消失模所用的原材料主要有可发泡聚苯乙烯(EPS)、可发泡聚甲基丙烯酸甲酯(EPMMA)、苯乙烯和甲基丙烯酸甲醋的共聚物(STMMA)等。根据试验分析可知用EPS模样主要缺点是容易引起铸铁件表面产生光亮碳缺陷和使铸钢件表面增碳,而采用EPMMA模样对解决增碳、皱皮、黑渣等缺陷非常有效。但是,EPMMA的发气量大,约是EPS的1.5倍。STMMA是苯乙烯和甲基丙烯酸甲醋的共聚物,其共聚物兼有前两者的优点。还可调节共聚物的组成,生产不同性能的泡沫塑料,以满足不同铸造场合的需要。根据原料的性能和铸件的不同,选择模样原料的原则如下:•(1)对于增碳没有要求的铝、铜、灰铸铁件和中碳钢以上
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 wcoooooowc
wcoooooowc
本文标题:消失模铸造两个关
链接地址:https://www.777doc.com/doc-4347763 .html