您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 连铸结晶器振动与铸坯表面质量
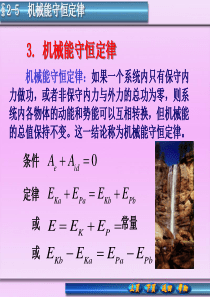
连铸结晶器振动与铸坯表面质量蔡开科秦哲孙彦辉北京科技大学冶金与生态工程学院2010.6目录1.结晶器振动概述2.铸坯表面振痕形成3.铸坯表面振痕形貌特征4.铸坯表面振痕对产品质量的影响5.铸坯表面横裂纹形成机理6.影响铸坯表面振痕形成原因7.减轻铸坯表面振痕措施1.结晶器振动概述(1)结晶器的作用保证沿结晶器周边坯壳均匀生长,形成规定的铸坯形状;在尽可能高的拉速下,形成足够的坯壳厚度,保证出结晶器不漏钢;促进结晶器内钢水→渣相→坯壳→铜板之间的相互均衡发展,保证有良好的铸坯表面质量;前两点是决定了连铸机生产率,而后者决定了铸坯表面质量。(2)结晶器振动作用防止凝固壳与铜板粘结而拉裂漏钢;有利于钢液面液渣渗漏到坯壳与铜板间形成液渣膜起润滑作用,改善铸坯表面质量;(3)结晶器振动模式结晶器振动模式是指振动速度随时间变化规律,可分为三种:①矩形速度规律如图1中1所示其特点:结晶器下降时与拉速同步运动,以三倍速度上升,有利脱模。结晶器上升和下降转折点速度有很大突变,振动机构产生强烈冲击。图1矩形及梯形速度规律曲线1-矩形速度规律2-梯形速度规律②梯形速度规律如图1中2所示其特点:有负滑脱运动,坯壳中产生压应力,有利于断裂处焊合和脱模。结晶器上升和下降转折点速度变化较缓和,提高振动机构较平稳。图1矩形及梯形速度规律曲线1-矩形速度规律2-梯形速度规律③正弦速度规律如图2所示,正弦速度规律特点:结晶器与坯壳间有负滑脱运动,有利于坯壳愈合和脱模。加速度曲线变化缓和,结晶器振动平稳。加速度较小,可以采用高频振动,有利于消除粘结和脱模。正弦振动是用偏心机构实现,比用凸轮机构优越,加工制造容易,润滑方便,运动精度高。图2正弦及非正弦速度曲线④非正弦速度规律如图2所示其特点:负滑脱时间短,有利于减轻铸坯表面振痕深度。正脱模时间较长,可增加保护渣消耗,有利于结晶器润滑,减小结晶器施加在坯壳上的摩擦力,防止拉裂。负滑脱作用强,脱模和坯壳拉裂愈合好,有利于提高拉速。图2正弦及非正弦速度曲线振动频率f0—400/min振幅或振动行程h=vc/f(±3~±5mm)振动波形(正弦、非正弦)负滑脱时间tN。正脱模时间TPα波形偏斜率≤40%,vc拉速m/min1CN1000V60t=cos()ffhPT1CP1000((1)V6060(1)T=cosfffh(4)描述结晶器振动的基本参数2.铸坯表面振痕的形成初生坯壳断裂愈合。二次弯月面接触焊合。初生坯壳弯曲折叠。弯月面初生坯壳破裂溢流冷凝。铸坯表面振痕形成机理:结晶器向上运动速度大于拉速处于正滑脱期间,坯壳与结晶器间速度差最大,把气隙中的液渣挤出到弯月面渣层中,渣圈突出渣层(由1状态→2状态)。结晶器向下运动速度大于铸坯拉速处于负滑脱期间,液渣被泵入到坯壳与结晶器壁缝隙中起润滑作用,渣圈压力迫使弯月面坯壳向内弯曲形成振痕(由3状态→4状态)。渣圈挤压力消失钢水静压力又把弯月面初生坯壳边缘推向渣圈(5状态)。这种相互运动一直持续到振动周期的结束,从而形成铸坯表面的振痕。图3铸坯振痕形成示意图振痕形成过程:由此可知:在负滑脱期间,弯月面初生坯壳受结晶器压力和渣圈的挤压向钢液侧弯曲;在正滑脱期间,初生坯壳受钢水静压力作用又贴向铜壁,钢水溢流到凝固壳前端凝而形成振痕。增加正滑脱时间,减少负滑脱时间,可使弯月面初生坯壳被均匀贴向铜壁,振痕变浅。3.铸坯表面振痕形貌特征3.1板坯表面横裂纹宏观形貌横裂纹位于铸坯宽面和窄面的任一位置,横裂纹特征:位于板坯表面,被氧化铁膜覆盖,酸洗后才能显露。横裂纹与振痕共生,且常位于振痕波谷处。裂纹深浅不一,有长有短,裂纹深度大于2mm,可能遗传到中厚板成为表面缺陷的来源。(a)(b)图4.板坯表面横裂纹形貌(c)3.2板坯横裂纹的微观形貌(1)原始板坯横裂纹处取试样,经表面处理后直接在扫描电镜下观察。(a)原始形貌(b)横裂纹放大(c)裂纹局部放大图5表面横裂纹微观形貌(d)晶界白色线各点的探伤分析通过观察和探针分析知:①横裂纹实质上是沿晶界分布的,裂纹处晶粒粗大;②晶界周围有白色线条包围,裂纹是沿晶界产生和扩展的;③晶界含有V、Cu、As、Ni、Cr、Si、Ca、Mn等元素,还发现有Na、K元素;④晶界含有Cu、As偏聚元素和VN、AlN等第二相质点析出物导致晶界脆化而产生裂纹;⑤裂纹里含Na、K保护渣元素,说明结晶器弯月面有保护渣挤入振痕所致;⑥裂纹位于振痕的波谷区。(2)次表面裂纹分析实测板坯表面振痕间距平均为5.5mm,振痕深度0.5~0.8mm,在窄面靠近内弧的振痕谷底部有可见裂纹。把内弧宽面刨掉3mm,发现窄面深振痕处横裂延伸到宽面,长度为10~27mm,在窄面振痕横裂纹处刨掉3mm后在宽面也发现了横裂纹长度为2~8mm。也就是说宽面与窄面横裂纹相对应,但宽面上横裂纹延伸比窄面更长些(图6)。(a)板坯窄面(b)板坯宽面图6板坯表面横裂纹形貌(刨掉3㎜)对皮下3mm裂纹开口处探针分析表明:①裂纹里有球状夹杂物(FeO、SiO2、Al2O3、FeS),尺寸为10µm~20µm;②裂纹里含有较高的Al、V、Ti元素,可能是晶界析出物。对CSP生产Q235薄板坯边部横裂纹分析也得到与厚板坯相同的结果。4.铸坯表面振痕对产品质量影响铸坯表面不规则的振痕,经刨掉3mm后表面呈现网状裂纹表面深振痕在皮下隐藏网状裂纹。(a)(b)图7钢中[Al][N]积与裂纹指数关系铸坯表面与振痕共生的可见横裂纹或隐藏在皮下3~13mm的网状裂纹,在轧制过程中,会遗传到中厚板表面形成以下缺陷。表面起层或结疤缺陷图8(a)。呈走向不规则呈弥散分布的线状缺陷图8(b)。热轧板卷烂边缺陷图8(c)。热轧板卷边部簇状裂纹缺陷图8(d)图8热轧板表面缺陷实物图(a)(b)(c)(d)5.铸坯横裂纹形成机理结晶器振动的目的是防止初生坯壳与结晶器粘结而漏钢,但不可避免的会在初生坯壳表面上留下振动痕迹。而铸坯横裂纹产生于振动痕迹的波谷处,振痕越深,横裂纹越严重。振痕波谷处产生横裂纹原因是:图9结晶器坯壳生长示意图①亚晶包钢收缩强,坯壳与铜板形成气隙(图9b),振痕波谷处传热减慢,坯壳温度高,奥氏体晶粒粗大降低了钢的高温塑性(图9c)。尤其是亚包晶钢比低碳钢和高碳钢表现更为明显(9a)。②在γ→α相变过程中,第二相质点(AlN、Nb(CN)、VN等)在奥氏体晶界析出,增加了晶界脆性(图10);③沿振痕波谷处,S、P呈正偏析,降低了钢的高温强度;④铸坯在运行过程中受到弯曲(内弧受压,外弧受张力)和矫直(内弧受张力,外弧受压力)以及鼓肚作用,铸坯刚好处于低温脆性区(900℃),又加上相当于应力集中“缺口效应”的振痕,受到拉伸应力作用的应变量如果超过1.3%,在振痕波谷处就产生横裂纹。裂纹沿奥氏体晶界扩展直到具有良好塑性的温度为止。⑤由于拉坯阻力过大或者由于结晶器锥度过大而致使铸坯拉裂,也是形成横裂纹的原因之一。6.影响铸坯横裂纹形成因素(1)钢成分C:C=0.10~0.15%亚包晶钢,坯壳厚度不均匀性强,振痕深,易产生横裂纹。S和Mn/S比:S低(S0.015%),Mn/S比高40,高温塑性强,减少裂纹敏感性。钢中残余元素:Cu0.10%,As+Sn+Cr+Ni0.12%。横裂纹与振痕共生的。振痕深度增加,横裂纹发生率增加。如图11(a),面振痕深度决定振动参数:振动频率f增加,振痕深度减小(图11b)(a)(b)(2)结晶器的振动负滑脱时间tN增加,振痕深度增加(图11c)负滑脱时间tN增加,热轧板卷边裂增加(图11d)(c)(d)(2)结晶器的振动结晶器采用高频率(~400/min),小振幅(±3~±5mm)振动机构是减轻振痕和横裂纹的有效措施。由表可知在相同板坯断面和拉速条件下,结晶器采用高频率(120次/min)、小振幅(±3mm),比采用低频率(71次/min)大振幅(±5mm),浇微合金钢其振动深度由0.58mm,降到0.425mm,减少了27%,有利于减少板坯边部横裂纹。(3)合适二冷强度对于C-Mn-Al钢:如图12,温度<900℃,钢高温塑性RA突然下降,这是因为:①δ→α相变,在奥氏体周围铁素体析出。②在晶界有AlN质点析出。使钢高温塑性(RA值)降低,裂纹敏感性增强。生产实践也证明,铸坯表面温度落入第III脆性区(900℃)进行弯曲矫直,会导致横裂纹增加(图13)。C-Mn-Al-Nb钢高温塑性如图14。由图知,随Nb含量增加,RA值降低,塑性转变温度升高,裂纹敏感性增强。Nb=0,塑性转变温度为900℃,Nb=0.005%,则为1000℃以上。C-Mn-Al-Ti.V.Nb钢高温塑性如图15。由图可知各钢号的第III脆性区的温度范围(表1)。生产实践表明,浇含Nb、V钢(250×1800mm,拉速0.9m/min),在矫直区板坯温度低于900℃,边部横裂纹严重,采用较弱二冷强度,把板坯边部温度提高到960℃,边裂大为减轻。改进前后角部温度变化由于含Nb、V、Ti钢铸坯在二冷区冷却过程中在奥氏体晶界第二相质点析出(图16),降低了钢的高温塑性,在弯曲矫直力作用下,在振痕波谷的应力集中而产生横裂纹。三个钢种不同温度析出物类型和尺寸如表2因此,为防止铸坯横向裂纹产生,从连铸二冷角度来讲,就是要控制好铸坯温度分布均匀性,在弯曲和矫直时铸坯温度不应落入第Ⅲ脆性区。为此连结二冷配水原则是:①采用中等冷却强度使铸坯表面温度保持在塑性转变温度以上进行弯曲、矫直;②二冷区铸坯纵向和横向冷却水分布均匀,防止铸坯温度降到Ar3以下发生γ→α反复相变,阻止第二相质点AlN,Nb(CN)的析出。③防止铸坯边部过冷。(4)其他方面结晶器锥度、结晶器液面波动过大、保护渣润滑、铸机辊道的对中等都对铸坯横裂纹产生影响。7.减少横裂纹措施铸坯横裂纹控制技术措施:(1)控制钢成分目前对于管线,船板等高级别钢的碳含量在0.08%~0.12%,结晶器凝固时发生亚包晶反应,使铸坯对裂纹非常敏感。在保证钢材力学性能前提下,碳的控制可避开裂纹敏感区。应控制S0.015%,Mn/S40。控制钢中残余元素Cu+As+Sn0.10%。(2)控制钢中Al、N含量为了避免钢中AlN形成引起铸坯矫直时横裂纹和轧制时的热脆性,应控制钢中Als和N含量。为减少钢中N含量,应控制:出钢N15ppm;LF精炼吸氮5ppm;浇注过程钢包到中包吸氮≤3ppm,中包到结晶器吸氮1ppm。使钢中[N]≤30ppm。钢中[Al][N]=3~5×10-4就可避免或减轻AlN析出。(3)控制钢中Nb、V、Ti的含量钢中Nb、V、Ti等微合金元素的存在,使得钢材的强度明显提高,为了避免因钢中各种碳氮化物析出使铸坯热塑性降低,增强铸坯表面裂纹敏感性,可采用:①对于加入Nb的钢种,加入0.01%~0.02%Ti,使钢中Ti/N>3.4:1,促使钢中形成粗大的TiN析出物,并且Nb(C、N)、VC等以TiN为核心形成粗大的析出物,减轻铸坯横裂纹的形成。②钢中加入B、Zr形成粗的BN、ZrN等析出物,以减少形成AlN、Nb(C、N)等细小质点析出量。(4)采用合适二冷强度二冷区宜采用中等冷却强度(0.6l/kg~0.8l/kg),使板坯表面温度在900℃以上的单相奥氏体区矫直。采用板坯宽度喷水可调,保持铸坯横向温度均匀性,防止铸坯局部过冷。这是防止板坯横裂主要措施。(5)结晶器振动众所周知,采用高频率、小振幅的振动曲线可调的液压振动系统,是减轻振痕,减少表面横裂纹的有效措施。目前已采用非正弦振动来增加正滑脱时间,有利于保护渣的流入和减少负滑脱时间,从而减轻振痕深度,减少了铸坯表面横裂纹发生率。(6)控制结晶器操作控制液面波动±3mm~±5mm的水平,稳定液面操作;避免SEN水口堵塞及偏流;合理结晶器锥度调整;合适保护渣的控制和消耗,结晶器铜板的镀层等有利于减轻板坯横裂纹形成。(7)设备维护为减少铸坯所受应力作用(如热应力,鼓
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

![8月份市场综合报告(数据[1]媒介营销)](/doc-660396.png)

 飘雪乖乖
飘雪乖乖
本文标题:连铸结晶器振动与铸坯表面质量
链接地址:https://www.777doc.com/doc-434779 .html