您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 基材及层压板可产生质量问题的查找和解决方法(DOC 12)
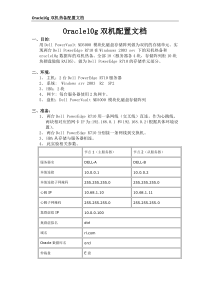
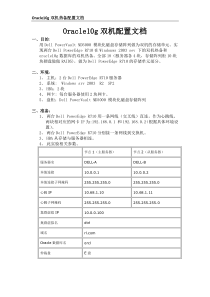
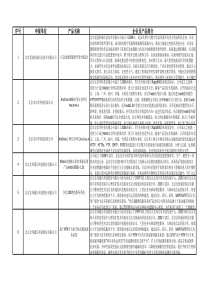
基材及层压板可产生质量问题的查找和解决方法制造任何数量的印制电路板而不碰到一些问题是不可能的,其中有部份质量原因要归咎于覆铜层压板的材料。在实际制造过程中出现质量问题时,常常是因为基板材料成为问题的原因。甚至是一份经仔细写成并已切实执行的层压板技术规范中,也没有规定出为确定层压板是导致生产工艺出问题的原因所必须进行的测试项目。在这里列出一些最常遇到的层压板问题和如何确认它们的方法。一旦遇到层压板问题,就应当考虑增订到层压材料规范中去。通常如果不进行这种技术规范的充实工作,那就会造成不断地产生质量变化,并随之导致产品报废。通常,出于层压板质量变化而产生的材料问题,是发生在制造商所用不同批的原料或采用不同的压制负荷所制造的产品之中。很少有用户能持有大量足够的记录,使之能够在加工场所区分出特定的压制负荷或材料批次。于是就常常发生这样的情况:印制电路板在不断地生产出来并装上元件,而且在焊料槽中连续产生翘曲,从而浪费了大量劳动和昂贵的元件。如果装料批号立即可查知、层压板制造者即能核对出树脂的批号、铜箔的批号、固化周期等。也就是说,如果用户不能提供与层压板制造者的质量控制系统保持连续性,这样就会使用户本身长期蒙受损失。下面介绍在印制电路板制造过程中,与基板材料有关的一般问题。一.表面问题现象征兆:印料粘附性差、镀层粘附性差、某些部分不能蚀刻掉,以及某些部分不能锡焊。可采用的检查方法:通常用水在板表面形成可看见的水纹进行目视检查,或用紫外线灯照射检查,用紫外灯照射铜箔可发现在铜箔上是否有树脂。可能的原因:1.因为脱模薄膜造成的非常致密和光滑的表面、致使未覆铜表面过份光亮。2.通常在层压板的未覆铜的一面,层压板制造者没有除去脱模剂。3.铜箔上的针孔,造成树脂流出,并积存在铜箔表面上,这通常出现在比3/4盎司重量规格更薄的铜箔上,或环境问题造成有树脂粉末在铜箔表面经过层压。4.铜箔制造者把过量的抗氧化剂涂在铜箔表面上。5.层压板制造者改换了树脂系统、脱模薄,或刷洗方法。6.由于操作不当,有很多指纹或油垢。7.在冲制、下料或钻孔操作时沾上机油或其它途径遭到有机物的污染。解决办法:1.建议层压板制造商使用织物状薄膜或其它脱模材料。2.和层压板制造商联系,使用机械或化学的消除方法。3.和层压板制造商联系,检验不合格的每批铜箔;索取除去树脂所扒荐的解决办法,改善制造环境。4.向层压板制造商索取除去的方法。常通推荐使用盐酸,接着用机械方法除去。5.在层压板制造进行任何改变前,同层压板制造商配合,并规定用户的试验项目。6.教育所有工序的人员戴手套拿覆铜板。弄清确实层压板在运输中是否有合适的垫纸或装入了袋中,并且垫纸含硫量低,包装袋没有脏物,注意保证没有人正在使用含有硅酮的洗涤剂时去接触铜箔,保证设备状态良好。7.在镀前或图形转印工艺前对所有层压板去油。二.外观问题现象征兆:层压板颜色明显不同、表面颜色不同、表面或内层有污斑、层压板表面上有各种颜色的薄层可采用的检查方法:目视。可能的原因:1.玻璃布基层压板在加工前或蚀刻后的表面上有白色布纹或白点。2.经工艺加工后,表面出现白斑或露出玻璃布更多了。3.经工艺加工后,特别是在锡焊后,表面上有一薄层白色膜,这表明是树脂轻度浸蚀或是有外来的淀积物。4.基材的颜色变化超出了可能接受的外观要求。5.由于层压板过热或受某些药水浓度过高时间过长浸泡,基材外观产生棕色或棕色斑纹。解决办法:1.在极个别情况下,是因为表面缺少树脂,显露出玻璃布,这在今天是罕见的。更经常看到的是表面上的微小起泡或小的白色空穴。这是由于玻璃布表面涂覆层和树脂系统反应所造成的。露出很多玻璃布的板子,在湿度增加时,表面电阻率下降。然而具有微小起泡或小鼓泡的板子则通常不下降。严格地说,这只是一个外貌问题同层压板制造者打交道,避免再发生这样的问题;并确定微小起泡可接受的内部标准。2.经工艺加工后露出玻璃布的绝大部分情况是由于溶剂浸蚀,去除了一些表面树脂。与层压板制造者一起检验所有的溶剂和镀液,特别是层压板在每种溶液中的时间和温度保证它们适用于所用的层压板。在可能情况下按照层压板制造者推荐的条件加工。3.与层压板制造商一起检验,保证所用的助焊剂是适用于所用的板材。验证可能淀积出矿物质或无机物的工艺过程,在可能淀积出矿物质或无机物的工艺过程,在可能情况下,尽可能使用去除了矿物质的水。4.与层压板制造商联系,保证层压板的任何主要组成或树脂(它们对颜色有影响)在作出改变前为用户所认可。有时过量的铜合金转移会影颜色。与层压板制造商打交道,确定可接受的外观范围。5.检查浸焊操作,焊料温度和在焊料槽中的停时间。也检查在印制板上的发热元件或整个印制板的环境温度。假如后者超出了所用层压板允许温度的上限,基板会产生棕色。受某些药水浓度过高时间过长浸泡的板材在后工艺加热考板时才表现出来,检查控制药水浓度及时间。三.机械加工问题现象征兆:冲制、剪切、钻孔加工质量不一致,镀层结合力差或在金属化孔中镀层参差不齐。检查方法:对来料检查,试验各种关键的机械加工操作,并把层压板来料经孔金属化工艺后,进行常规剖析。可能的原因:1.材料固化、树脂含量、或增塑剂改变,会影响材料的钻孔、冲制和剪切质量。2.钻孔、冲制或剪切工艺差,使得生产质量差或不一致。3.冲制或钻孔前预热周期时间太长,有时会影响层压板的加工。4.材料的老化,主要是酚醛材料,有时导致材料中增塑剂跑掉、使得材料比平常更脆。解决办法:1.与层压板制造者联系,确立模似关键机械加工性能要求的试验。不应使用生产模具作试验,否则生产模具的磨损和变化会影响试验结果。在任何机械加工性能变化的问题中,只有问题是同材料批号变化同时发生的时候,才能怀疑层压板质量有问题。2.参阅关于各种类型层压板的制造推荐说明。与层压板制造商联系,弄清每一种级别层压板的特定钻速、进给、钻头和冲温度。要记住:每一个制造厂家使用不同的树脂和基材的混合物,其推荐说明会各不相同。3.小心地预热层压板,务必找出任何过热区,例如在加热灯下的过热区。当加热材料时,应遵守先进先出的原则。4.与层压板制造商者一起检验,取得材料的老化特性数据。周转库存,使得库存通常是新生产的板材。务必查出在仓库贮存中可能产生的过热。四.翘曲和扭曲问题现象征兆:无论加工前、后或加工过程中,基材翘曲或扭曲。锡焊后孔倾斜也是基材翘曲和扭曲的征兆。检查方法:用浮焊试验,有可能进行来料检验。用45度倾斜锡焊试验特别有效。可能的原因:1.在收货时或在锯料和剪料后,材料翘曲或扭曲,这通常是由于层压不当、切断不当或层压板结构不均衡所引起的。2.翘曲也可以是由于材料贮存不当而引起,特别是纸基层压板,当将其竖放时,就会使其呈弓形或变形。3.产生翘曲是由于覆的铜墙铁壁箔不相等,如要一面是1盎司,在另一面是2盎司:电镀层不相等,或特殊的印制板设计引起了铜应力或热应力。4.锡焊时夹具或固不当,在锡焊操作中重的元件也会引起翘曲。5.在工艺加工过程或锡焊过程中,材料上的孔位移或倾斜是由于层压板固化不当,或基材玻璃布结构的应力而引起的。解决办法:1.矫直材料或在烘箱中释放应力,按照层压板制造者推荐的倾斜角和板材加热温度进行切断操作。同层压板制造商联系,保证不用结构不均衡的基材。2.把材料平放贮存在装货纸板箱中或者把材料斜放平躺在货架上。通常材料放置时应和地面成60度角或更小。3.和层压板制造商联系,避免两面覆的铜箔不相等。分析电镀层和应力,或者装有重的元件或大的铜箔面积引起的局部应力。把印制板重新设计,使元件和铜面积平衡。有时把印制板一面的大部分导线和另一面的导线垂直布设,使两面的热膨胀不相等而引起扭曲,只要可能,应避免这种布线。4.在锡焊操作中,印制板,特别是纸基印制板必须用夹具夹住。在某些情况中,重的元件必须用特殊的夹具或用固定物均衡。5.与层压板制造者联系,采用任何所推荐的后固化措施。在某些情况下,层压板制造商会推荐另一种层压板用在更为严格或特殊的用途中。五.层压板起白点或分层现象征兆:白点或布纹出现在表面上或材料里;既可在局部出现,也会在大面积上出现。检查方法:恰当的浮焊试验。1.在锡焊时,大面积起泡是由于压进材料中的湿气和挥发物引起的。机械加工不良也是个原因,因为会使层压板分层、使得层压板在湿法工艺加工中吸收水份。2.在锡焊时产生白色布纹或白点,这是由于层压板结构不均衡、层压板固化不当、层压板应力释放不良或者电镀铜延展性差。3.在锡焊操作中露出纤维或严重起白点。这是由于过度地与溶剂接触的缘故,特别是含氯的溶剂,可使树脂软化所致。4.基材受热时,固定得很紧的大元牛或连接终端会使板材产生很大的应力。结果在此密集区域的周围起白点。板材在浸焊过程中或在浸焊后随即受应力,挠曲或弯曲也会起白点,解决办法:1.通知层压板制造商,查出了有这样问题的一批层压板。对于所有板材使用所推荐的机械加工方法。2.与层压板制造商联系,以取得关于在浸焊前印制板如何释放应力的说明。在高湿下将印制析板贮存一段时间后会吸收过量的湿气,这会影响印制板的可焊性。在浸焊操作前将印制板预烘和预热,以减少热冲击,会有助于解决这两个问题(参阅关于多层材料,贮存的印制电路板的吸湿数据)。3.与层压板制造商联系,以获得最适宜溶剂和应用时间的长短。当基材改变时,要验证所有的湿法加工工艺,特别是溶剂。4.在波峰焊或手工焊操作中,松开紧固的接线终端,并在浸焊前去除任何散热器或重的元件。核查机械加工操作正确性,特别是冲制操作,以保证起白点并是由于操作不当而引起的轻度分层。保证板材用夹具适当夹住并在受热时不受应力。不要趁热或在应力下就把印制板放入较冷的焊剂清除剂中骤冷。六.粘合强度问题现象征兆:在浸焊操作工序中,焊盘和导线脱离。检查方法:在进料检验时,进行充分地测试,并仔细地控制所有的湿法加工工艺过程。可能的原因:1.在加工过程中焊盘或导线脱离可能是由于电镀溶液、溶剂浸蚀或在电镀操作过程中铜的应力引起的。2.冲孔、钻孔或穿孔会使焊盘部分脱离,这将在孔金属化操作中变得明显起来。3.在波峰焊或手工锡焊操作过程中,焊盘或导线脱离通常是由于锡焊技术不当或温度过高引起的。有时也因为层压板原来粘合不好或热抗剥强度不高,造成焊盘或导线脱离。4.有时印制板的设计布线会引起焊盘或导线在相同的地方脱离。5.在锡焊操作过程中,元件的滞留的吸收热会引起焊盘脱离。解决办法:1.交给层压板制造商一张所用溶剂和溶液的完整清单,包括每一步的处理时间和温度。分析电镀工序是否发生了铜应力和过度的热冲击。2.切实遵守推存的机械加工方法。对金属化孔经常剖析,能控制这个问题。3.大多数焊盘或导线脱离是由于对全体操作人员要求不严所致。焊料槽的温度检验失效或延长了在焊料槽中的停留时间也会发生脱离。在手工锡焊修整操作中,焊盘脱离大概是由于使用瓦数不当的电铬铁,以及未能进行专业的工艺培训所致。现在有些层压板制造商,为严格的锡焊使用,制造了在高温下具有高抗剥强度级别的层压板。4.如果印制板的设计布线引起的脱离,发生在每一块板上相同的地方;那么这种印制板必须重新设计。通常,这的确发生在厚铜箔或导线拐直角的地方。有时,长导线也会发生这样的现象;这是因为热膨胀系数不同的缘故。5.在可能条件下,从整个印制板上取走重的元件,或在浸焊操作后装上。通常用一把低瓦数的电烙铁仔细锡焊,这与元件浸焊相比,基板材料受热的持续时间要短。七.各种锡焊问题现象征兆:冷焊点或锡焊点有爆破孔。检查方法:浸焊前和浸焊后对孔进行经常剖析,以发现铜受应力的地方,此外,对原材料实行进料检验。可能的原因:1.爆破孔或冷焊点是在锡焊操作后看到的。在许多情况中,镀得不良,接着在锡焊操作过程中发生膨胀,使得金属化孔壁上产生空穴或爆破孔。如果这是在湿法加工工艺过程中产生的,吸收的挥发物被镀层遮盖起来,然后在浸焊的加热作用下被驱赶出来,这就会产生喷口或爆破孔。解决办法:1.尽力消除铜应力。层压板在z轴或厚度方向的膨胀通常和材料有关。它能促使金属化孔断裂。与层压板制造商打交道,以获得z轴膨胀较小的材料的建议。八.尺寸过度变化问题现象征兆:在加工或锡焊后基材尺寸超出公差或不能对
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 名字不能太好记
名字不能太好记
本文标题:基材及层压板可产生质量问题的查找和解决方法(DOC 12)
链接地址:https://www.777doc.com/doc-436727 .html