您好,欢迎访问三七文档
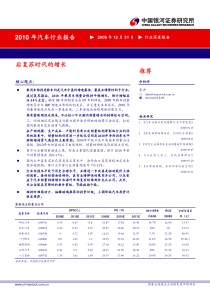
标准分享网精炼炉工程初步设计工程号:05168唐山钢铁设计研究院有限责任公司2005年12月标准分享网主要消耗及技术经济指标附图:新1#60tLF精炼炉改造工程方案图纸4张。图号为:05168依钢105168依钢205168依钢305168依钢4标准分享网设计原则该工程立足于提高钢产品质量,开发冶炼品种钢。LF的功能是:(1)电弧加热升温;(2)提高合金收得率和钢水成分微调;(3)均匀钢水成分和温度;(4)提高钢的洁净度和改变夹杂物形态;(5)脱硫;(6)作为转炉与连铸之间的缓冲环节,保证转炉连铸匹配率,实现多炉连浇。1.2工程的必要性二炼钢厂现在有1座1#45tLF精炼炉和一座刚刚投赴使用的2#60tLF精炼炉,现在需要上另外一台新1#60tLF精炼炉,主要基于以下几个因素考虑:(1)二炼钢厂转炉座数和连铸机台数较多,仅仅有一台60tLF精炼炉不能满足精炼钢水的产量要求。(2)原来的1#45tLF精炼炉容量只有45吨,现在经过扩容改造的转炉出钢量已经达到58吨,很显然处理能力需要增大。(3)原来的1#45tLF精炼炉没有合金加料系统,不具备调节钢水成分的功能。(4)原来的1#45tLF精炼炉只有一个精炼工位,为了满足生产节奏的要求,改造成回转车双工位形式,减少了辅助用时间,加快了生产节奏,相应地标准分享网扩张了精炼处理能力。2.主要设计内容和设计特点2.1主要设计内容本次设计内容是从转炉出钢到精炼工位,进行精炼,然后将钢水吊运至连铸车间的整个过程。其中:LF钢包炉的主体设计由我方和设备制造厂家协同进行,其余高低压供电外网配电系统,冷却水系统供水泵站及外网,钢包底吹氩高压氮气系统、氩气系统,精炼炉低压氮气系统外网,除尘系统外网,土建设施由我方设计。2.2设计特点转炉车间主要包括加料跨、炉子跨、钢水跨、出渣跨等主要生产厂房。在本次设计中,LF钢包精炼炉只有设置在过渡跨才能减少占用空间,保证布局合理,工艺流程顺畅。“转炉—精炼—连铸”是转炉炼钢工艺典型流程,它强调精炼站的在线布置。根据本工程的工艺布置,经过多次研讨,我们拟定LF精炼炉在过渡跨建设。具体布置见附图。为了进一步减少空间的占用,我们没有采用前一个60tLF精炼炉的双车三工位形式,而是采用了钢包回转台(或回转车)的形式,加快了精炼操作的节奏。同时,加料跨也布置在过渡跨内,进一步减少了空间占用。3.工程建设外部条件由于增设LF钢包精炼炉,需要高压12000kVA,10000V高压,是变压器用电;低压300KVA,380V包括钢包车运行,电极升降用电等。设备冷却用水共需280m3/h,水压0.8Mpa,水质为净环水。标准分享网~1.2Mpa,流量Q=30m3/h。氩气与复吹工程统一考虑,从2x30m3液氩罐引出供给。高压氮气与氩气切换使用,压力1.0~1.2MPa,流量Q=2x300NL/min。增设通风除尘系统,用于炉外精炼操作过程产尘的排除和净化,烟气量80000m3/h(t≤180℃),粉尘量:10g/Nm3,粉尘流量:38kg/h。4.产品大纲二炼钢厂,主要以生产普碳钢和低合金钢为主,代表钢号是Q235、Q345,主要精炼品种:硬线钢、船用角钢、PC钢、冷镦钢、铆螺钢、抽油杆钢等。5.工艺流程标准分享网精炼过程的时序分析序号项目单车时间(min)双车时间(min)1钢包吊至钢包车坐包2--2接吹氩管、试气(测温取样)1--3第一次侧温取样3--4钢包开至精炼工位115炉盖、加渣料、送电336电极下落到位,第一次加热5~85~87加合金338第二次加热6~126~129第二次侧温取样3310电极、炉盖升起到位1111钢包开出精炼工位1112喂丝(终脱钙处理)3313断开氩气管路1--14吊包上连铸2--合计35~4426~35考虑到生产节奏、检修等各方面的影响,年作业天数按310天计,平均出钢量按56吨计,则一台LF的年生产能力为:310x24x60x56/35=71.4x104t/a;其中:310—LF年有效作业天数,d;24x60—每天分钟数,min/d;45—LF炉每炉平均处理钢水量,t;35—LF炉平均处理周期,min;由于实际生产中的匹配等问题,初步设计一台LF一年能够处理钢水量约60万吨。标准分享网精炼的工艺流程考察本工程的车间平面布置总图、品种结构和工艺流程,精炼的工艺流程图5-1。回磷量主要取决于钢包内残留的氧化渣量的大小,为此,务必加强管理和操作,通过挡渣、维护出钢口等方法将钢包内渣量限制50mm以内。对于钢水纯升温或钢水保温操作,如当时生产节奏状况允许,同时与其它需精炼炉次不发生冲突,升温时间可不作限制。在精炼炉次生产组织过程中,应尽量为精炼工序创造较好的条件,尽可能缩短精炼辅助时间,以达到最佳的匹配效果。图5-1LF精炼工艺流程图生产工艺流程吊车将钢包吊到LF旋转台车上,人工接通Ar气管线,进行吹氩和测温转炉出钢钢包吊运至精炼钢包回转车回转车吊包工位观测钢包净空接吹氩管路、测温取样LF精炼处理工位加渣料、合金料、喂丝加热、测温取样钢包转到吊包工位侧温、取样断开吹氩管路去连铸浇注标准分享网取样,然后将钢包运行至精炼工位,对旋转平台进行定位(定位精度±10mm),下降钢包盖,加入造渣剂,电极降下,开始通电加热,在加热过程中采用较小的吹氩量进行搅拌。第一阶段约7分钟,基本上达到了热平衡,钢液温度不再下降,这时停止通电,提起电极,同时进行大流量的底吹搅拌,使得钢水的温度和快速均匀。当试样分析结果出来后,自动传送到主操作室及计算机系统内,LF的计算机系统根据化验分析值与钢种目标值之间的差距,通过计算机数字模型进行计算,计算出需要加入的合金料的种类和数量。合金料从操作门人工加入钢包重,从而达到合金微调的目的。加入合金料后,继续加热约12min,使钢水的成分和温度达到预定的目标,此时进行最后一次侧温取样,之后进行喂丝,采用双线喂丝机喂入CaSi或Al丝,进行终脱[O],终脱[S],并改变夹杂物的形态,喂丝速度设定在200m/min左右,喂丝直径为φ6~φ13mm。在喂丝的装置上设有显示喂入长度的计数器和速度控制器,当以一定的速度喂入预订长度时,喂丝机会自动停止喂丝。在此过程中采用较少的吹氩量,以获得更纯净、更均匀的钢水。喂丝结束后,包盖升起,钢包旋转到吊包工位,断开吹氩管路,吊车将钢包吊走,至此LF一个冶炼周期完成。6.主体设备根据生产节奏要求,LF升温速度应4-5℃/min,可进行常压电弧加热、吹氩搅拌、测温、取样、合金成分微调。采用三相交流电弧精炼炉方案。其主要设备如下:6.1机械设备及主要参数6.1.1钢包标准分享网设备包括:钢包由钢包体、滑动水口、吹氩管等组成。技术参数:滑动水口由特殊液压装置驱动。吹氩单独设置。吹氩管线上设有手动快速连通接头。钢包体压力容器钢制造,圆锥台柱形的壳体、平底、底部有支撑座,并有两个孔,用于安装滑动水口和吹氩用透气砖。耳轴焊接在钢包两边的耳轴箱上,耳轴箱的顶部和底部有通气孔。钢包为唐钢二炼钢厂原有钢包。6.1.2钢包车旋转装置设备包括:旋转中心支撑机构、旋转钢包车、驱动装置、电气设备、专用管线、控制设备。技术说明:钢包车旋转装置用于将钢包从吊包工位旋转到加热工位。钢包车旋转装置可沿中心轴自由旋转,钢车旋转装置有两个钢包车,用于座钢包,旋转装置通过限位开关控制其精确定位。技术参数:旋转角度:360o旋转速度:6o/s负载能力:240t定位精度:±10mm数量:1套6.1.3水冷包盖设备包括:炉盖本体和排烟部分组成。技术说明:水冷包盖为管式密排结构,炉盖本体侧壁体略呈锥形,上大下小,顶部是锥形面以保证刚性,顶部中心是一倒锥形水冷环,用来承放耐火材料中心盖,中心盖上开有与三相电极相对应的三个电极孔。炉盖本体上除三个电极孔外,根据工艺要求还设有合金加料空,侧温取样孔以及相应的密封盖,根据冶炼要求气动操作打开相应密封盖。侧温取样孔也是人工观察孔。在冶炼过程终,根据需要打开进行观察和操作。炉盖下沿设置水冷裙边150mm以上,可罩住钢包,增加封闭作用。排烟方式:为炉盖上集烟罩侧排烟。收集三个电极孔及包口处的外溢烟,满足环保要求并能够改善工作环境。炉盖上设有微压变送器,检测炉内压力,并与除尘管道上的电动调节蝶形阀形成闭环调节,既能满足炉内保持微正压适合精炼还原气氛,同时又可满足环保要求。炉盖上供水系统及在冷却水入口处设有流量、压力监控仪表,在出口处标准分享网设有温度监控仪表。技术参数:烟气量:80000m3/h烟气温度:1250℃密封裙边高度:250mm~300mm型式:水冷管式数量:1套炉盖寿命:≥3000炉次烟气始发量:120-200Nm3/h环境温度:按30℃考虑排烟温度:≤180℃烟气参数粉尘量:10g/Nm3粉尘流量:38kg/h烟气成份AI2O311.6%Fe2O330%MnO1.6%SiO217.3%CaO20.8%SO21.83%MgO6.5%CO29%6.1.4包盖升降机构设备包含:升降立柱、柱塞式液压缸和悬挂法兰组成。技术说明:炉盖提升采用柱塞式液压缸控制炉盖升降立柱,炉盖与升降立柱间采用外伸悬臂法兰连接方式。为便于装卸,特设两个活动销轴。设有四根顶紧螺栓用来调平炉盖。升降立柱配柱有四组导向轮,分上下两层布置,用来定位导向。导向轮组与液压缸尾部共同固定于基础框架上。技术参数:包盖升降行程:≥600mm提升缸直径:φ100mm升降速度:50mm/s标准分享网紧急炉盖提升相应时间:200ms数量:1套6.5电极升降装置设备包括:电极升降立柱和立柱内的电极升降缸及导轮支座、停位固定销、行程开关组成。技术说明:电极升降通过每个立柱内的液压缸来实现,电极升降分自动和手动两种形式,手动换向阀设置在平台上的机旁操作箱内,当电力发生故障时,打开手动阀门,电极上升到顶部。电极立柱为箱型焊接结构,四侧有导轨,内部有液压缸,立柱与横臂法兰连接。连接处有绝缘衬垫,用螺栓连接成刚度很高的“T”字形结构。保证无爬弧现象。为保证立柱升降平稳,其结构设计既要考虑电极横臂及电缆和电极的负荷,又要考虑电磁力的影响。立柱外表面和导向滚轮接触面均经过精加工和热处理。电极横臂与立柱连接处除设有安全可靠简单实用的绝缘外,还具有调节电极横臂在立柱上的前后左右方向的特殊结构设计。为防止立柱头在LF连续使用中发热,立柱头部采取水冷措施。防止绝缘件烧毁,并提高寿命。每根立柱由上下两组导向论导向,可手动调节和维护。技术参数:升降驱动方式:液压电极行程:2200mm电极提升速度:4.8m/min电极下降速度:3.6m/min电极启/制动响应时间:≤0.15s/0.10s6.1.6电极横臂及把持器设备包括:三套导电横臂、电极放松缸、电极夹持器、不锈钢夹紧带、夹紧机构和绝缘件组成。技术说明:电极横臂由三套电极横臂组成。为导电式电极臂,既用作电极的支撑,又兼作向电极输送大电流的导体。横臂体采用铜钢复合板焊接成箱型结构,标准分享网内部通水冷却。导电横臂通过主绝缘与升降立柱连接。横臂前部是电极电极夹持其,电极夹紧装置放在电极横臂内,电极用弹簧夹紧,用液压钢放松。导电铜块、夹紧装置工作可靠,更换方便。电极夹头由抱闸和水冷的锻造铜座组成。技术参数:电极夹紧力:140kN电极夹紧松开方式:弹簧夹紧/液压松开电极极心圆:φ630mm石墨电极直径:φ350mm(UHP)数量:1套6.1.7短网设备包括:①变压器二次出线端由不需要水冷的柔性铜连接板(补偿器)组成,安装、维护都很方
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 lovelylyc
lovelylyc
本文标题:LF精炼炉工程方案
链接地址:https://www.777doc.com/doc-4380104 .html