您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 自卸车出厂质量检验指导书
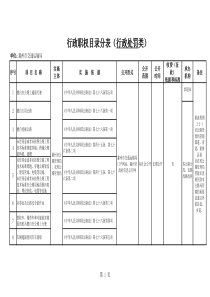
PDFPDFPDFPDF合并器合并器合并器合并器––––未注册未注册未注册未注册请注册请注册请注册请注册PDFPDFPDFPDF合并器合并器合并器合并器PDFPDFPDFPDF合并器合并器合并器合并器––––未注册未注册未注册未注册请注册请注册请注册请注册PDFPDFPDFPDF合并器合并器合并器合并器PDFPDFPDFPDF合并器合并器合并器合并器––––未注册未注册未注册未注册请注册请注册请注册请注册PDFPDFPDFPDF合并器合并器合并器合并器产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第1页序号检验项目检验条件重要度检验内容公差/标准检验方法/测量设备检验频次处数签名日期批准标记更改文件号编制审核3自卸车性能检验全检A后厢板锁启机构保证后栏板在车厢举升至3°-5°时完全开启,并且锁紧可靠,无卡滞现象数显角度仪/0.1°、目测全检A全检在保证检验条件的前提下开始测量数显角度仪测量镀铬游标量角器测量自卸车最大举升角42°±2°数显角度仪/0.1°镀铬游标量角器/0.1°自卸车举升质量车厢在最大举升角以内的任意角度停止自如,不允许出现异响、冲撞、窜动、卡滞、失效耳听、目测文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书检验方法/附图2自卸车性能检验1自卸车性能检验自卸汽车在空载状态下停放在场地上,实验应在清洁、干燥、平坦,用沥青或混凝土铺装的直线道路上进行A将仪器开关键“ON/OFF”开启→将仪器端正摆放在水平的副梁上,调零(按“ZERO”键直到显示为0.00)→缓慢将仪器拿起并使仪器上部紧贴住已举升的底板二梁上,记录所显示的数据→重复3次测量取平均值如图所示,将仪器放在水平面上调零处理→在保证下端支杆水平的情况下转动上端支杆使支杆上端面紧贴底板二梁并记录数据→重复3次测量取平均值产品图号/产品名称自卸车工序名称共19页第2页序号检验项目检验条件重要度检验内容检验方法/测量设备检验频次处数签名审核批准标记更改文件号日期编制L≤4.8mt≤20SL≥6.5mt≤55S秒表/0.1S目测全检在保证检验条件的前提下开始测量箱长时间全检在保证检验条件的前提下开始测量→L≥6.5m→5自卸车性能检验A自卸车下降时间自卸汽车在空载状态下停放在场地上,实验应在清洁、干燥、平坦,用沥青或混凝土铺装的直线道路上进行4自卸车性能检验A自卸车举升时间4.8mL6.5mt≤40S用秒表测量车厢从最大举升角依靠自重回落到车架贴合位置所需时间,重复三次测量并记录数据取平均值检验方法/附图箱长时间秒表/0.1S目测L≤4.8mt≤20S文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书自卸车出厂质量检验t≤55S4.8mL6.5mt≤40S液压泵在额定转速下运转(一般用第三档位举升),用秒表测量空载车厢从副车架和底板二梁贴合位置举升到最大举升角的时间,按倾卸方向,重复三次测量并记录数据取平均值产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第3页序号检验项目检验条件重要度检验内容检验方法/测量设备检验频次处数签名审核批准在保证检验条件的前提下,将车厢分别举升到10°的位置上停留5分钟(装载货物不移动),5分钟后,用角度仪测量车厢的举升角度并记录数据,按倾卸方向进行3次试验取平均值1次/年标记更改文件号日期编制文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/范围检验方法6自卸车性能检验自卸汽车在额定载质量110%状况下停放在场地上,实验应在清洁、干燥、平坦,用沥青或混凝土铺装的直线道路上进行车厢自降量≤2.5°A在保证检验条件的前提下,将车厢分别举升到20°的位置上停留5分钟(装载货物不移动),5分钟后,用角度仪测量车厢的举升角度并记录数据,按倾卸方向进行3次试验取平均值自卸车车厢自降量镀鉻游标角度仪/0.1°;秒表/0.1S;目测产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第4页序号检验项目重要度检验内容检验方法/测量设备检验频次日期文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/标准检验方法/附图大梁下端面与钢板弹簧间距>传动轴(齿轮泵)下端面到车桥上端距离卷尺全检1.大梁下端面与板簧限位上端面距离2.测量传动轴(齿轮泵)下端面与车桥上端面距离3.测量前者值>后者则判定合格标记更改文件号签名编制自卸车装配调整质量7A传动轴(齿轮泵)与车桥是否干涉审核批准大梁与板簧间距传动轴(齿轮泵)下端面到车桥上端距离产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第4页序号检验项目重要度检验内容检验方法/测量设备检验频次日期文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/标准检验方法/附图大梁下端面与钢板弹簧间距>传动轴(齿轮泵)下端面到车桥上端距离卷尺全检1.大梁下端面与板簧限位上端面距离2.测量传动轴(齿轮泵)下端面与车桥上端面距离3.测量前者值>后者则判定合格标记更改文件号签名编制自卸车装配调整质量7A传动轴(齿轮泵)与车桥是否干涉审核批准大梁与板簧间距传动轴(齿轮泵)下端面到车桥上端距离产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第5页序号检验项目重要度检验内容检验方法/测量设备检验频次批准卷尺全检编制审核标记更改文件号签名日期9自卸车装配调整质量A车厢外侧与车架两侧距离之差|d1-d2|≤5mm钢尺、塞尺全检车厢回落到与副车架前端贴合,用塞尺测量车厢底板纵梁下翼面与副车架上翼面贴合间隙,并用钢尺测量不贴合面(目测)的总长度将卷尺的一端紧贴副车架外侧并保持卷尺水平,视线沿后立柱最外端向下,读出卷尺另一端数据d1,再测量车身另一侧并记录数据d2,用同样的方法测量大厢前立柱、大厢中部共三处的数据均须符合要求车厢底板纵梁下翼面与副车架上翼面贴合良好,未贴合面总长度应不超过30%,未贴合面间隙≤4mm文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/标准检验方法/附图8自卸车装配调整质量A车厢与副车架前端贴合间隙产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第6页序号检验项目重要度检验内容检验方法/测量设备检验频次11自卸车装配调整质量A副梁面与排气管切面最小间距卷尺、目测全检日期标记更改文件号签名编制审核批准目测全检>10mm10自卸车装配调整质量装配牢固可靠,无漏装、漏喷漆现象,车厢下落到位后,平衡装置与车厢上对应结合面贴合A车厢导向平衡装置文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/标准附图副梁面距排气管切面最近处为最小距离产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第7页序号检验项目重要度检验内容检验方法/测量设备检验频次液压油管安装质量日期A自卸车装配调整质量全检目测液压油管走向不发生干涉安装紧固,无漏油、渗油现象标记更改文件号文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/标准检验方法/附图121.视角随油管走向移动,在遇到锐角的地方(或潜在运动时与坚硬锐角相碰)管路需添加防护套。2.管路在超过500mm无固定时,需查看是否添加油管托架,将油管托起并固定。3.在遇锐角衡量及其他部件无防护时,检查是否在衡量及其他部件上添加骨架嵌条。审核批准签名编制与锐角处需在油管外侧添加保护套添加托架及骨架嵌条产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第8页序号检验项目重要度检验内容检验方法/测量设备检验频次日期卷尺全检将车辆放置在水平地面上,车辆前轮方向调整到与后轮方向一致,用钢卷尺测量后防护栏横杆下端左右离地高度H1、H2左右高度差|H1-H2|≤5mm,且防护栏离地高H1、H2≤550mm;后端面离车辆最后端距离≤400mm侧防护栏、后防护栏安装质量表面已喷漆,安装正确,不得漏装、斜装,安装尺寸须符合法规项要求文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/标准检验方法/附图自卸车装配调整质量A边灯、边灯支架、线束、线束卡子后防护栏安装是否存在歪斜14自卸车装配调整质量B13卷尺、目测全检安装正确不得漏装,边灯支架、线束卡子须装接牢固,边灯灯光符合底盘原装要求边灯安装要求:第一个边灯距前立柱前端400mm,最后一个边灯距后立柱后端800mm,箱长≤7.2m,安装3个边灯支架;箱长>7.2m,安装4个边灯支架,中间任意两个边灯架间距小于3000mm审核批准标记更改文件号签名编制产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第9页序号检验项目重要度检验内容检验方法/测量设备检验频次日期将大厢回落至底板前端与副梁后,用卷尺测量防跳块与安全支撑的贴合间隙安全支撑总成防跳块与安全支撑贴合间隙文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/范围检验方法/附图全检①将车辆放置在水平地面上,车辆前轮方向调整到与后轮方向一致,用钢卷尺测量挡泥板最右端和最左端离地高度H1、H2;②用卷尺测量挡泥板到轮胎运动切线距离15自卸车装配调整质量B卷尺目测A安装牢固,无偏斜、干涉现象挡泥板及支撑杆安装质量卷尺、目测全检安全支撑及支撑座、安全支撑限位块、防跳装置安装齐全,安全支撑表面已喷漆,能够可靠安全的固定支撑住车厢,不得发卡、失效安全支撑防跳块与安全支撑的贴合间隙≤5mm|H1-H2|≤3mm挡泥板安装是否歪斜挡泥板与轮胎是否干涉挡泥板到轮胎切线距离大于200mm审核批准16自卸车装配调整质量标记更改文件号签名编制产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第10页序号检验项目重要度检验内容检验方法/测量设备检验频次日期站立于货厢后侧面用塞尺分别测量后门与左右边板、后门与底板之间的间隙审核用塞尺测量小门与边板之间的间隙标记更改文件号批准签名编制文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/标准检验方法/附图17自卸车装配调整质量≤3mm≤3mm塞尺、卷尺全检A厢体后门间隙塞尺全检18自卸车装配调整质量A小门间隙产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第11页序号检验项目重要度检验内容检验方法/测量设备检验频次日期标记更改文件号签名编制20自卸车装配调整质量A审核批准d≥20mm卷尺、目测全检用卷尺测量油箱扎带与前板竖筋之间的间隙dA前板竖筋与油箱扎带距离文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/范围检验方法/附图19自卸车装配调整质量将车辆放置在水平地面上,用钢卷尺抵住油箱支架最外端,测量与爬梯最内端之间的距离d油箱支架与爬梯是否干涉全检d≥10mm卷尺、目测前板竖筋与油箱间距离产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第12页序号检验项目重要度检验内容检验方法/测量设备检验频次日期文件编号:287067-24-2012东风特汽(十堰)专用车有限公司自卸车质量检验指导书公差/标准附图21自卸车装配调整质量A全检油箱与驾驶室(发动机进气系统)间隙d≥20mm卷尺审核批准目测全检22整车质量标记更改文件号签名A整车外观油漆无色差污染、流挂,整体无歪斜、表面无磕碰划伤、锈蚀;不允许有尖角毛刺、明显可见锤痕、焊渣、焊瘤、油污,关键部位无漏焊、虚焊等焊接缺陷,无漏油、漏水、漏气现象编制产品图号/产品名称自卸车工序名称自卸车出厂质量检验共19页第13页序号检验项目重要度检验内容检验方法/测量设备检验频次日期审核批准24自卸车装配调整质量装配正确、紧固,标尺、垫皮、紧固螺丝无漏装,外观无油污,不得磕碰车厢底板副梁与副车架贴合状态时,液位计显示液压油液面位置应在标尺两刻度之间标记更改
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码






 koenma911
koenma911
本文标题:自卸车出厂质量检验指导书
链接地址:https://www.777doc.com/doc-442646 .html