您好,欢迎访问三七文档
当前位置:首页 > 行业资料 > 交通运输 > EVA热熔胶行业标准
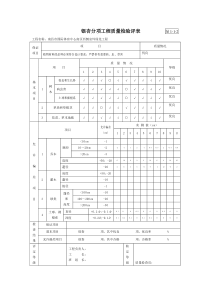
中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推动化工行业的发展。科标化工分析检测中心致力于推动化工产业发展,欢迎各行同仁前来洽谈、合作。EVA热熔胶行业标准一科标化工1范围本标准规定了书刊装订使用的EVA型热熔胶(以下简称热熔胶)术语、技术要求、使用条件要求和测试方法;本标准不适用于书刊装订用途之外的热熔胶。2规范性引用文件下列文件中的条款,通过CY/TXX-2005中引用而构成为本标准的条文。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T15332-1994热熔胶黏剂软化点的测定环球法GB/T2794-1995胶黏剂黏度的测定GB/T16998-1997热熔胶黏剂热稳定性测定GB/T528-1998硫化橡胶和热塑性橡胶拉伸应力应变性能的测定GB/T15256-1994硫化橡胶低温脆性的测定(多试样法)GB/T531-1999橡胶袖珍硬度计压入硬度试验方法3术语和定义本标准在给出术语定义的同时,也给出计量单位,定义中无量纲的单位为1。3.1脆性温度brittlenesstemperature在规定条件下使一定数量的试样不产生破坏的最低温度。以摄氏温度表示(℃)。3.2抗拉强度tensilestrength将试样拉伸至断裂过程的最大拉伸应力。以兆帕表示(MPa)。3.3黏度viscosity在应力下材料阻止流动的性能。以帕斯卡秒表示(Pa·s)。3.4黏合强度adhesionstrength使试样或产品的黏接部件的黏接界面分离所需的力。以牛顿每米表示(N/cm)。3.5断裂伸长率elongationatbreak试样在拉断时的位移值与原长的比值。以百分比表示(%)。3.6热稳定性thermalstability试样在特定加热条件下,加热期间内一定时间间隔的粘度和其它现象的变化。3.7软化点softeningpoint把确定质量的钢球置于填满试样的金属环上,在规定的升温条件下,钢球进入试样,从一定的中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推动化工行业的发展。科标化工分析检测中心致力于推动化工产业发展,欢迎各行同仁前来洽谈、合作。高度下落,当钢球触及底层金属挡板时的温度,视为软化点,以摄氏温度表示(℃)。4热熔胶使用要求4.1热熔胶技术要求热熔胶技术指标应符合下列规定,其中任何一项不合格,均视为热熔胶质量不合格。4.1.1热熔胶技术要点表1装订用热熔胶技术指标及要求指标名称背胶边胶生产批号非涂布纸涂布纸软化点℃8269抗拉强度MPa453断裂延伸率%300500200熔融黏度180℃Pa·s4.5~6.05.0~6.51.5~4.0热稳定性180℃,24h黏度变化量小于0.5Pa·s,外观无明显变化。脆性温度℃04.1.2热熔胶包装标识热熔胶的外包装袋上应注明该产品型号,批号,生产厂家,生产日期和保存期限。4.2胶粘订机械要求本标准中的胶粘订机械要求是最低机械要求,低于该要求的机械将存在对装订质量造成不良影响的可能。4.2.1无线胶粘订机械应有背胶断胶装置。4.2.2无线胶粘订机械应有确保所开槽内无浮动纸毛屑的装置。4.3胶粘订工艺要求本标准中的胶粘订工艺要求是最低要求,低于该要求将存在对装订质量造成不良影响的可能。4.3.1书帖折缝不跑空。4.3.2折后书帖必须撞齐、捆平。4.3.3单机使用时,书册应浆背、分本。4.3.4书帖进入书夹内,应保证书册平齐,无缩帖,歪斜。4.3.5铣背深度1.5-2.0mm,拉槽深度1.5mm±0.5mm,拉槽间距5.0mm-7.0mm。4.3.6书背涂胶均匀一致。4.3.7侧胶宽度3.0-7.0mm。4.3.8使用120克以上纸张作封面需压痕。4.3.9涂料纸与非涂料纸选用不同的胶粘剂,混合纸张选用胶粘剂的原则是就高不就低。4.4胶粘订环境要求本标准中的环境要求是保证胶粘订质量的一个重要条件,低于该要求将存在对装订质量造成不良影响的可能。中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推动化工行业的发展。科标化工分析检测中心致力于推动化工产业发展,欢迎各行同仁前来洽谈、合作。4.4.1胶粘订车间温度应该恒定,一般应在17℃-30℃,最好保持在25℃±3℃的范围内。4.4.2胶粘订车间湿度应该恒定,一般相对湿度RH应在40%-60%之间。4.4.3胶锅上方应有排烟装置。4.4.4装订车间应清洁防尘。4.5使用热熔胶操作要求本标准的使用热熔胶操作要求,是使用热熔胶装订书册时容易忽略的方面,这些方面极易引起装订质量事故。4.5.1胶在使用前必须预热2小时以上,预热合格后方可使用。4.5.2书册必须在胶的开放时间内完成夹紧和定型工作。4.5.3在胶的固化时间内,不能磕碰书册的书背部。4.5.4书册的裁切必须在粘接3分种胶硬化后进行。4.5.5胶锅的温度应是胶的使用温度±5℃,胶的使用温度以胶的技术参数为准。4.5.6循环型预热胶锅的温度应大于工作胶锅温度5℃;非循环型预热胶锅的温度应小于工作胶锅温度10℃-20℃。4.5.7不同品牌、不同型号的热熔胶不可混用。4.5.8应确保胶锅内温度的准确无误。4.5.9正常情况下,预热胶锅应一季度清理一次,工作胶锅应两周清理一次。4.5.10胶锅内贮存胶应适量,严禁反复熔融胶,长时间停机应关闭胶锅加热装置。4.6胶订书刊装订质量要求及检验方法本条款是针对书册胶订成书后,热熔胶层与书刊内页的粘合强度而制定。4.6.1胶订书刊的装订质量要求书册胶订成书后,胶层与书刊内页的装订强度应大于所用纸张的抗拉强度,或者大于4.5N/cm。4.6.2胶订书刊粘合强度的检测方法在23℃的环境下,找出所测试胶粘订书刊的正中间页,并将该页通过一张平板的中间细条缝。此时该页两侧其他书刊页应以该细条缝为中心线,平铺于平板之上。用与书页同长的夹子将下垂的中间页夹住,并将相应重量的砝码悬挂于夹子中轴处的下孔处。当砝码和夹子的重量W(砝码+夹子)与中间页页长的比值大于4.5N/cm,或在其比值大于4.5N/cm之前中间页已经断裂,即可判断为该胶订书刊的装订质量合格。4.7胶粘订半成品和成品的贮存与运输4.7.1使用热熔胶装订的书册在装卸过程中应轻拿轻放,防止野蛮装卸对书册的损伤。4.7.2使用热熔胶装订的书册不宜堆放在室外以及墙体和暖气旁。5热熔胶技术指标测试方法5.1熔融黏度测试方法按GB/T2794-1995中的方法进行测量。5.2软化点测试方法按GB/T15332-1994中的方法进行测量。5.3抗拉强度测试方法按GB/T528-1998中的第三种方法进行测量。5.4断裂延伸率测试方法中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推动化工行业的发展。科标化工分析检测中心致力于推动化工产业发展,欢迎各行同仁前来洽谈、合作。按GB/T528-1998中的方法进行测量。5.5热稳定性测试方法按GB/T16998-1997中的方法进行测量。5.6脆性温度测试方法将胶的标准试样片,在冰水混合物中放置30分钟后,在其中以两个夹子夹住后对折。如不断裂,即认为其脆性温度<0℃。6测试报告本标准的测试报告应包括以下内容:a)样品来源、品种型号、生产批号;b)测试项目、测试日期、测试依据标准;c)试验结果;
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码


 kanatas
kanatas
本文标题:EVA热熔胶行业标准
链接地址:https://www.777doc.com/doc-4449953 .html