您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 1000MW高压加热器介绍解析
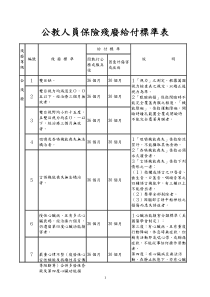
生产准备办何新江四期生产准备办何新江华电国际邹县发电厂2x1000MW机组高压加热器生产准备办何新江讲述内容一、概述二、高压给水加热器技术数据三、高压给水加热器结构四、高压给水加热器的运行与维护五、高压给水加热器换热管泄漏检修方法六、高压给水加热器防腐及贮存方法七、检验生产准备办何新江高压给水加热器(简称高加)是火力发电厂回热系统中的重要设备,它是利用汽轮机的抽汽来加热锅炉给水,使其达到所要求的给水温度,从而提高电厂的热效率并保证机组出力。高加是在发电厂内最高压力下运行的设备,在运行中还将受到机组负荷突变,给水泵故障,旁路切换等引起的压力和温度的剧变,这些都将给高加带来损害。为此,高加除了在设计、制造和安装时必须保证质量外,还应加强运行、监视和维护,加强操作人员业务素质培训,才能确保高压加热器处于长期安全运行和完好状态。概述生产准备办何新江本机组高加采用2系列(系列A和系列B)三级布置,每一系列单独设有大旁路系统,高加为U型管表面式换热器,每一系列有三台高加(从锅炉的方向依次称为第1、2、3高加)及附件组成。即A系列JG-1680-1A高加,JG-1730-2A高加,JG-1300-3A高加和附件;B系列JG-1680-1B高加,JG-1730-2B高加,JG-1300-3B高加和附件。主给水在进入锅炉前,给水从除氧器水箱经给水泵进入高加管程,在高加内通过汽轮机抽汽对主给水进行加热。高加为逐级疏水,在正常情况时3号高加疏水去除氧器。危急情况下高加疏水去凝汽器(或疏水扩容器)。系统布置生产准备办何新江高加系统示意图生产准备办何新江高压给水加热器技术数据生产准备办何新江生产准备办何新江生产准备办何新江生产准备办何新江三、高压给水加热器结构概述1.总则本机组高加采用管板、U型管全焊接结构,内部设有过热蒸汽冷却段、蒸汽凝结段和疏水冷却段三段。除此之外,每台高加设有水位调节和报警系统,有关高加的水位调节和报警系统参见有关的图纸和说明书。2.结构高加主要部件包括:壳体、水室、管板、换热管、支撑板、防冲板、包壳板等。生产准备办何新江生产准备办何新江生产准备办何新江3.高加的三个传热段3.1过热蒸汽冷却段由于供给高加的蒸汽一般带有较高的过热度,热交换在过热蒸汽和给水之间进行时,给水就被加热到高于或等于蒸汽的饱和温度,这样就改进了传热效果。过热蒸汽冷却段用包壳板、套管和遮热板将该段管子封闭,内设隔板使蒸汽以一定的流速和方向流经传热面达到良好传热效果,又避免过热蒸汽与管板、壳体等直接接触,降低热应力,并使蒸汽保留有足够的过热度,以保证蒸汽离开该段时呈干燥状态,防止湿蒸汽冲蚀管子。该段设在高加给水的出口部位。生产准备办何新江3.2凝结段由过热蒸汽冷却段来的带一定过热度的饱和蒸汽在此段和给水间进行热交换,通常该段的换热面积最大。蒸汽凝结段是用蒸汽凝结时放出的汽化潜热加热给水,带有一定过热度的蒸汽从两侧沿整个管系向心流进整个凝结段管束。不凝结气体由管束中心部位的排气管排出,排气管是沿整个凝结段设置,确保不凝结气体及时有效地排出高加,以防止降低传热效果。生产准备办何新江3.3疏水冷却段疏水冷却段是将由凝结段来的蒸汽凝结水继续冷却放出热量来加热给水。而使凝结水的温度降至饱和温度以下,继续提高机组热效率,疏水冷却段同样是用包壳板、挡板和隔板等将该段的加热管束全部密封起来。带疏冷段的加热器,必须保持一个规定的液位,避免蒸汽漏到疏水冷却段中,造成汽水两相而冲蚀管子,并保证疏水端差满足设计要求。生产准备办何新江4.安装形式每台高加设有三3个支座以支撑高加就位,位于高加管板下的支座为固定支座,在壳体的中部和尾部设有滑动支座(中部滑动支座滚轮在运行时拆除),当壳体受热膨胀时,可沿轴向滑动,保证设备安全运行。壳体亦可以拉出。生产准备办何新江四、高压给水加热器的运行与维护启动运行保护措施:(1)高加主给水水质未达到运行规定值时,该高加系统不得启动。(2)在启动运行阶段,须待机的时间足够长,以避免各部件中的温度升高太快,产生较大的热应力。启动和停运过程中应严格控制高加出水温度变化率在升负荷时不超过3℃/min,降负荷时不超过2℃/min。(3)高加原则上应随机组滑启滑停,当因某种原因不能随机组滑启滑停时应按“由抽汽压力低到抽汽压力高”的顺序依次投入各台高加,且按“由抽汽压力高到抽汽压力低”的顺序依次停运各台高加。(4)严禁已泄漏的加热器投入运行。高加必须在水位测量完好,报警信号、保护动作及调节系统工作正常的情况下才允许投入运行。生产准备办何新江1.启动前检查1.1检查抽汽管道上逆止阀、进汽阀的动作情况,并作联动试验。1.2检查疏水管道上的阀门开、关是否正常,以使疏水按规定的排放方向流动。1.3检查疏水调节系统和液位报警系统是否工作正常。1.4打开水位计和压力表的控制阀,各种测量仪表、温度表及照明等均应处于良好状态。1.5在抽汽进入每台高加前,排净抽气管内的凝结水,高加进汽阀、放气阀、放水阀等开关应正常。生产准备办何新江2.启动1.1打开水室(管侧)的排空气阀2.2把给水缓缓地引入换热管。当空气从水室中排净时,关闭水室侧排空气阀门,打开给水入、出口阀,关闭旁路,高加通水。此时保护系统处于备用状态。2.3开启汽机抽汽阀引入加热蒸汽,应用足够长的时间缓慢地开启阀门,控制出水温度升温速度不大于3℃/min,以保证各部件的热应力不致太高。2.4疏水阀微开,处于自动调节状态。生产准备办何新江3.运行监视3.1应经常注意高加水位的变化,防止低水位或高水位运行。3.2定期记录或监视高加的下列仪表指示:3.2.1水位计水位;3.2.2每台高加的给水进、出口温度和压力;3.2.3每台高加的抽汽压力、温度、高加内部汽压;3.2.4疏水温度;3.2.5疏水调节阀开度。生产准备办何新江4.正常运行时的维护4.1给水PH值:对亚临界机组的无铜给水系统应维持在9.2~9.6,对有铜系统应为8.8~9.2,对超临界机组应≥9.4。(因较高的PH值能促进碳钢形成附着力强的氧化膜,防止材料的腐蚀。)4.2给水含氧量应不超过5~7PPb,以降低氧对碳钢管的腐蚀。4.3在运行中应及时连续排净器内的空气,每台高加均设有排气接口,应采用分别排放至除氧器或凝汽器的方式。合适的排气量大约是进汽总量的0.2%~0.5%。生产准备办何新江5.停运按抽汽压力由高到低逐个停用。5.1缓慢关闭进汽阀,使温度的变化平缓,控制给水温度下降速度不大于2℃/min,以防由于热应力使换热管与管板连接处焊接接头及管板边缘处产生裂纹。5.2关闭壳侧空气阀。5.3开启给水旁路阀。5.4关闭给水进、出口阀,关闭疏水调节阀。5.5开启水侧放空气阀,防止进汽阀不严泄漏,给水因升温热膨胀而超压。生产准备办何新江五、高压给水加热器换热管泄漏检修方法为了安全、有效地策划和实施高加的维护与检验,制定以下措施:总体要求:①工作前详细核对工作项目。②检查高加已泄压至大气压。③检查高加中存水已经排尽。④检测进入高加前高加内的含氧量。⑤保持高加在所有工作期间的正常通风。⑥检查落实安全措施和防止异物进入高加的措施。⑦杜绝把不必要的物品带入高加,工具和其他必需品也尽可能少带入。⑧严禁独自一人从事高加内部检修工作。⑨遵守“进出高加所携带物品工具等应逐一核对”的规定。生产准备办何新江1.如何查证管子泄漏1.1运行中管子泄漏的确定1.1.1疏水调节阀开度的增大。1.1.2高加水位上升。1.1.3产生振动和声音异常。1.1.4给水压力的下降(在发生低给水流量时)。1.1.5给水流量变化(对比除氧器出口与锅炉入口之间的给水流量)。生产准备办何新江1.1检测高加管系泄漏的方法1.2.1壳侧放净疏水,利用给水对高加作通水试验,根据高加水侧的压力变化情况与放水阀的排水情况,可判断高加有无泄漏,并估计泄漏程度。一般漏水量大的是管子本身泄漏,漏水量少的是管端处的焊接接头泄漏。1.2.2在确认高加有泄漏后,通过管程的放水口放掉内部积水,用专用的拆卸工具将水室人孔盖拿出,拆下水室上分程盖板,并拆除防冲蚀装置,由壳侧通以0.5~0.8MPa的压缩空气,在管端涂以肥皂水,可用10倍放大镜对管板表面焊接接头作细微观察,如果气流从该管径内射出则为管子本身泄漏,如有微量气流冲破焊接接头处肥皂水膜而逸出,则为管端焊接接头泄漏并可确定泄漏位置。生产准备办何新江1.2.3可以采用以下步骤:在壳侧加一定的气压(0.1~0.5MPa)或抽成真空,然后在泄漏的管子内插入一个形状如图1所示可移动的塞子。当移动此塞子到泄漏部位时,根据气流的改变和声音的变化,便可测定管子具体泄漏位置(深度)。1.2.4当壳程不可能加压或抽真空时,将壳侧泄压至大气压,在U形管内插入一个可移动的塞子,同时封闭管子另一端,管内充气加压。然后缓慢地移动塞子,当移动塞子通过泄漏位置时,与此管相连的压力表的指针会发生较大的变化。生产准备办何新江1.2.5有条件的电厂也可采用内窥镜进行检测。1.2.6检漏期间应将确切的管端焊接接头泄漏位置标上记号,并在管板布孔图上记录下相应位置。生产准备办何新江1.管子泄漏的检修程序2.1对高加换热管和管端焊接接头可能会有以下三种泄漏状态。2.1.1管端焊接部位的微小泄漏(有水从裂纹或非贯穿性气孔中渗出)。2.1.2管端焊接部位的较大泄漏(管板上的管孔被冲蚀)。2.1.3因管子出现针孔或断裂所产生的泄漏。2.2根据不同情况采取以下两种检修方法2.2.1当漏点位置距水室侧管板平面小于6mm时,基本是管端焊接接头部位泄漏。a.用直径Φ16mm/Φ11mm的阶梯钻头钻削掉原焊接接头及漏点缺陷(如有防磨套管时,须同时钻削掉相应套管翻边部分)。b.管端烘干,清除水渍、油污、锈斑等影响焊接质量的污垢,露出金属光泽。用手工氩弧焊或焊条电弧焊焊妥管端处焊接接头。生产准备办何新江2.2.2当漏点位置距水室侧管板平面大于6mm时,基本是管子孔泄漏和断裂,采用两种堵塞(见图)焊堵:其中堵塞I型为通用型式,堵塞II型仅用于无法钻削掉其间的防磨套管和管子时。a.I型式:①用直径Φ16mm的钻头,对管端进行钻孔,钻孔深度约30mm,钻削掉其间的防磨套管和管子。②插入一个堵塞I型到管孔内并定位焊。③用手工氩弧焊或焊条电弧焊焊接堵塞。b.II型式:①用直径Φ11mm左右的铰刀铰圆管口。②插入一个堵塞II型到管子内并定位焊。③用手工氩弧焊或焊条电弧焊焊接堵塞。生产准备办何新江2.2.3凡管子本身发生泄漏时,对泄漏管子和周圈管子应进行保护性堵管。生产准备办何新江3.当高加管子泄漏或人孔密封失效时,必须停运高加,清除水室内存水,打开人孔盖进行有关的检修工作,兹分述如下:3.1高加人孔密封泄漏检修高加人孔采用自密封结构,密封衬垫采用不锈钢石墨缠绕衬垫或不锈钢石墨高强度复合衬垫,经过一段时期运行之后,如衬垫产生泄漏则必须及时更换为新的衬垫。在高加再次启动时,必须对衬垫施加一定的预紧力,在管道注水后,应再次适当拧紧螺母。当高加停运而不需要打开人孔盖时,应在泄压前再次拧紧螺母。生产准备办何新江3.2人孔盖的拆卸程序3.2.1用吊车将人孔拆卸装置(以下简称“装置”)起吊至人孔盖近处;3.2.2卸去两个预紧螺母与压板及一个预紧螺栓(暂时保留另一个预紧螺栓),将人孔盖与“装置”连接固定牢靠。3.2.3操作“装置”,将人孔盖推入水室;3.2.4将人孔盖沿任一方向旋转90°并留出空隙,小心地退出人孔盖并放置妥当。3.2.5换上新衬垫,(每打开一次人孔盖均必须换上新垫圈)。3.3人孔盖的安装程序首先要检查与清理人孔盖及人孔座表面等,然后换上新衬垫。将“装置”起吊至适当高度。生产准备办何新江3.3.1将人孔盖与“装置连接固定牢靠。3.3.2旋人孔盖,使其推入人孔口,再朝人孔密封座方向旋转90°就位。3.3.3装上压板与两个预紧螺栓,并拧紧。3.3.4拆
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码



 lixi5200
lixi5200
本文标题:1000MW高压加热器介绍解析
链接地址:https://www.777doc.com/doc-4549556 .html