您好,欢迎访问三七文档
当前位置:首页 > 商业/管理/HR > 管理学资料 > 油管螺纹首检自检专检
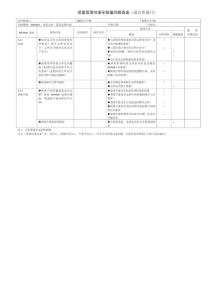
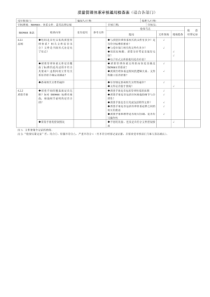
检验项目检测手段技术要求检验频率平式外加厚首检自检专检外观质量目测螺纹外表面在有效螺纹长度范围内不应有破坏螺纹连续性的各种缺欠,不应有肉眼可见的刀痕、裂纹和气孔。1.每班加工的第一件合格品2.每次开机后加工的第一件合格品3.每次对刀后加工的第一件合格品4.每次修改程序后加工的第一件合格品5.车床维修保养后加工的第一件合格品备注:若首件检验不合格,则继续加工一件作为“首件”进行检验,并做好相关检验记录。100%根根检验2.5%每40根检验1根螺纹长度深度尺2-7/8(mm)3-1/2(mm)2-7/8(mm)3-1/2(mm)20%每5根检验1根L2=48.11L4=52.4±3.81Lc≥30L2=54.46L4=58.75±3.81Lc≥36L2=48.01L4=54±3.175Lc≥32L2=54.36L4=60.33±3.175Lc≥35直径游标卡尺2-7/83-1/22-7/83-1/220%每5根检验1根65.4180.886985.39角度万能角度尺目测外倒角60°±5°,内倒角45°±1°必须保证管端360°圆周上完整。50%每2根检验1根L2,有效螺纹长度;L4,管端至消失点总长度,Lc,从管端起全顶螺纹最小长度;油管过程检验检验项目检测手段技术要求检验频率平式外加厚首检自检专检紧密距环规深度尺0±3..81mm0±3.175mm1.每班加工的第一件合格品2.每次开机后加工的第一件合格品3.每次对刀后加工的第一件合格品4.每次修改程序后加工的第一件合格品5.车床维修保养后加工的第一件合格品备注:若首件检验不合格,则继续加工一件作为“首件”进行检验,并做好相关检验记录。50%每2根检验1根2.5%每40根检验1根齿高外螺纹齿高规齿高标准块+0.051-0.102+0.051-0.10250%每2根检验1根+2格+5格-4格-10格螺距螺距规螺距标准块每10牙/8牙累积偏差为±0.076mm(±6格英制、±7.6格公制)20%每5根检验1根锥度外螺纹锥度规+0.0052+5.2格-0.0026-2.6格20%每5根检验1根0.0625in/inmm1.412mm1.81英制,公制油管过程检验检验项目检测手段技术要求检验频率平式外加厚自检专检扭矩扭矩传感器NU2-7/8:API推荐最佳扭矩1990N·m拧接EU2-7/8:API推荐最佳扭矩3120N·m拧接NU3-1/2:API推荐最佳扭矩2810N·m拧接EU3-1/2:API推荐最佳扭矩4330N·m拧接100%根根检验2.5%每40根检验1根J值深度尺NU2-7/8:油管端面到接箍端面距离为78.7±3.175mmEU2-7/8:油管端面到接箍端面距离为80.2±3.175mmNU3-1/2:油管端面到接箍端面距离为84.7±3.175mmEU3-1/2:油管端面到接箍端面距离为87.7±3.175mm100%根根检验水压试验压力传感器2-7/8:试验压力66.5MPa,保压5s,压力下降≤1MPa3-1/2:试验压力64.0MPa,保压5s,压力下降≤1MPa20%每5根检验1根涂漆目测涂层光滑、致密、无流挂,并且全长覆盖管体及接箍100%根根检验油管过程检验
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码

 andysunao
andysunao
本文标题:油管螺纹首检自检专检
链接地址:https://www.777doc.com/doc-4597366 .html