您好,欢迎访问三七文档
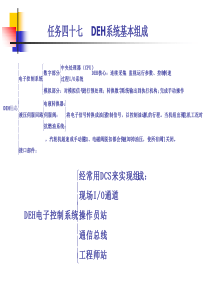
CAM系統NC系統工業機器人系統電腦輔助加工系統NC系統CAM系統定義電腦數值控制NC程式設計CAM系統定義CAM(Computer-AidedManufacturing)即電腦輔助製造的簡稱,一般是指於生產製造時,利用電腦的功能來協助規劃管理及控制的各項過程。其包含的範圍應由生產準備就算是CAM的部份,直至生產加工完後的檢測、包裝均是CAM的領域。因此CAM系統實比CAD系統要更多且複雜。就一般而言CAM所包含的項目有電腦數值控制(CNC),電腦輔助製程規劃(CAPP),生產排程(MPS),物料需求規劃(MRP),自動倉儲系統,彈性製造系統(FMS).....等。CAM系統定義CAM的應用可分為二大項,如下:1.電腦監視與控制:為了達到監視與控制的目的,而把電腦直接與製造過程相連線。CAM系統定義2.製造支援應用:間接應用電腦來支援生產作業,但在電腦與製造過程中並無直接的介面。另外電腦監視與控制可區分為監視應用與控制應用兩部份。電腦製程監視在製造程序中含有一個直接的電腦介面,用以觀察程序與設備,同時電腦是作程序搜集資料,而本身並沒有直接去控制作業程序。電腦數值控制傳統之數值控制(NC),若增加了電腦控制的功能,即成為電腦數值控制(ComputerNC)。目前大多使用的綜合加工機屬於CNC的佔大多數一部NC系統應包括三部份:1‧指令程式(NC碼)2.機器控制單元(MCU)3.工具機。電腦數值控制執行流程如圖所示,首先將欲加工之工件,依其加工方法、步驟及尺寸資料、加工條件……等寫成加工程式,按著再以下打孔紙帶、磁帶或直接存入記憶體之方式儲存。當這些NC程式經過CNC的控制單元後即轉換成各種控制動作,來進行所需的加工。因此,只要改變NC程式,即可執行不同的加工,是富有彈性之加工方式。電腦數值控制CNC與NC比較:CNC主要是把NC的各種功能用電腦之微處理機(CPU)來控制,所以,CNC是以微電腦為中心,來執行NC功能的,比NC操作更方便。為使工件設計師能設計相對於工件的一連串刀具的位置和運動,必須建立一套標準座標系統來定義座標。為使程式師更方便工作,假想工件是靜止不動的,而主軸相對於它移動。所以座標系統的座標軸是設定在機器工作台上。如下圖所示:電腦數值控制工件程式設計師有時可以選擇不同的刀具位置定位方法,一種是絕對系統(Absolutesystem),另一種是增量系統(Incrementalsystem)。絕對位置定位(Absolutepositioning)法是指刀具位置依相對於零點的座標而定義。兩增量位置定位(Incrementalpositioning)法是指刀具位置,依相對於前一點(或指定點)之座標而定。如下圖所示:電腦數值控制NC運動控制系統,可分為三種方式:1.點到點型(Point-to-point,PTP):此型中,工具機控制系統的目標就是要將刀具移到事先已定義好的位置上。至於移動位置過程問的速度與路徑,對點到點的NC並不重要。如下圖所示,最常用於鎖孔與點焊之控制。電腦數值控制2.直切型(Straight-out):直切型控制系統可將切削刀具沿著主軸的平行線上,以適合加工的速率移動。所以其最適合於銑削外形為矩形的工作。這種型式的NC系統,只能依某單軸方向運動,所以對於在工件上做某角度的切削工作是不可能的。如下圖所示。電腦數值控制3.輪廓型(Contouring):此型較以上兩種更複雜,它可以同時沿著多軸而運動,因此可以走曲線。常用於銑削與車削之控制。如下圖所示。電腦數值控制綜合加工機(MachingCenter;MC)是在NC工具機上附加兩種機能。一為刀具自動交換機能,另一為自動指度(index)工作兩個以上的機能。綜合加工機由於能做一系列加工,一面交換刀具,一面指出工件的加工位置,故能縮短時間,提高生產力。電腦數值控制綜合加工機中刀具自動交換是以稱為ATC(AtomaticToolChanger)的裝置來進行。此裝置是將各種刀具事先安裝於刀具庫內,依據輸入程式中有關刀具交換資料的指令來做刀具交換。刀具交換最簡單的方式是刀具依加工順序插入刀具庫內,然後逐次取出。稍複雜者是在刀具上附有識別號碼,以此識別號碼做刀具交換的指示,故刀具交換可以任意順序進行。NC程式CAM領域中,有一項很重要的事項,即是必須要懂NC程式設計,雖然有些CAD/CAM軟體具備了自動產生NC程式(POST)之功能,但是NC程式產生後必須還是要經過設計者的修改後才算完全確定可以於NC工具機上實際切削,於是本單元就來介紹NC程式,但是詳細的設計及說明指令,請讀者參考NC設計之書籍。NC程式一般NC程式均是由一區段中的字組所組成的。其字組的型式有以下幾種:1.順序號碼:區別各個區段而設之號碼,如:N0003。2.準備機能:用來執行各種G功能,如:N02(圓弧順時針切削)。3.座標字組:定義刀具的位置座標,如X3.256Y-35.60Z30.00。4.進給率:設定進給速度,如300。5.切削速率:設定主軸轉速,如S20。6‧刀具選擇:可自動更換刀具,如:T02。7.輔助機能:定義某些輔助或雜項功能,如M03(表示主軸開始旋轉)而NC程式產生的方式有兩大類:NC程式1.人工程式設計:由NC程式設計師來製作NC程式,此只限於較簡單之加工路徑,若是複雜3D運動路徑,用人工去設計那將是一件既無效率且不可能的事。2‧電腦輔助NC程式設計:目前大部份的CAD/CAM軟體均有自動產生NC程式之功能,只要設計者將刀具路徑(CL檔)產生出來,再經由後處理(POST)程式,就可以產生出與刀具路徑相同的NC程式。故依此方法將可以節省不少的計算座標點與設計路徑的時間,尤其是3D以上切削時,故此為目前程式設計發展之趨勢。NC程式一般用CAD/CAM軟體來產NC程式時,一般會產生一個叫CL(CutterLocationfile)檔的刀具路徑檔。因為目前各種NC,CNC之控制器均不同,故先產生CL檔後,再視所用之控制器型式,利用適當之後處理程式,產生所需NC程式。NC程式另外有一種NC程式語言即APT(AutomaticallyProgrcemingTooI)語言。APT語言不僅是NC語言,同時利用APT語言之指令也可以用來計算刀具位置,並可至多作到5軸的控制。APT語言的敘述(Statement)分為四種型式:1.幾何敘述:定義工件的幾何形狀元素。2.動作敘述:用來描述刀具運動之路徑。3‧後處理器敘述:用來指定進給連率、切削、速度及啟動機器……等之動作。4.輔助敘述:用來辨別工件、刀具、公差…等方面之敘述。NC程式APT系統對形狀定義的方式並不是直接定義產品的形狀,而是採用刀具移動所產生的結果,亦即間接的方式。其方式如下。應用表示刀具刀刃位置的工件面(Partsurface)、表示刀具移動面的驅動面(Drivesurface)以及表示刀具移動方向變化的檢查面(Checksurface'.等三個面來定義刀具的移動。以這三個面正確決定刀具的最初位置後,逐次指定驅動面及檢查面就能控制刀具的移動。如下圖所示。NC程式而檢查面的指定方式如下圖所示有三種方法。圖中,「TO」具有將檢查面指定在刀具前面,「ON」指定在刀具中心,「PAST」指定在刀具後面。程式設計者可視工件形狀。以其中較方便的方法來指定檢查面。NC程式以下列出一個用APT語言寫成之範例程式:MACHIN/DRILL.5CLPRINCUTTER/0.750PO=POINT/-2.0,0.0,0.0P1=POINT/1.25,1.0,0.0P2=POINT/4.75,1.0,0.0SPINDL/500PEDRAT/3.55COOLNT/ONFROM/PCGOTO/P1GODLTA/O,0,-1.5GODLTA/O,0,1.5GOTO/P2GODLTA/O,0,-15GODLTA/0,0,1.5GOTO/POCOOLNT/OFFFINI而用APT的處理流程如下圖所示NC程式NC程式及APT語言程式,可藉由某些CAD/CAM軟體來完成。首先利用CAD系統將模型顯示於顯示器上,然後建立曲面模式,再由CAM系統模擬加工情況而產生刀具路徑,進行產生NC程式。但有一點很重要:不管是在那套CAD/CAM軟體產生的NC程式,均要檢查。最常用的方式即是輸入NC程式於顯示器模擬切削時利用眼睛來檢查。另外,則是利用電腦,將刀具、治具、素材…等更換為實體模型後,然後再將NC資料輸入,模擬加工模型的動作。NC程式以上的檢查都沒有問題之後,再於NC工具機上實際空跑(dryrun)一次,並檢查有無缺失。或用工業塑膠或苯乙烯之樹脂來實際切削來確認加工的情況。直接數值控制傳統的NC系統,大都以NC紙帶為媒介來執行程式,本身並無儲存資料及顯示資料之功能。而且前幾乎所有的數值控制系統均以微電腦當作控制單元,用以讀取程式,並將之轉成工具機所懂的機械碼,這種具有微電腦的NC系統即為CNC系統。NC程式而目前更有直接數值控制(DirectNumericalControl,DNC)的出現,DNC系統是以一台或數台電腦直接與數台工具機運線,而直接對工具機控制或傳輸資料。如此更能夠達到自動化生產與控制的境地,使各工具機不會浪費效率,依所設定之順序來控制。NC程式一般DNC的優點如下:1.不必使用NC紙帶與讀帶機。2.計算能力更強大。3.NC工件程式易儲存於電腦中。4.NC程式以CL檔之型式儲存,將更有彈性。5.生產效率資料之收集、處理及報表。6.建立自動化工廠的架構。NC程式若DNC與CNC兩者組合,亦有以下優點:1.增加電腦化製造系統的能力與修改現有資料的能力。2.DNC電腦可持程式直接載入CNC電腦記憶扭體,節省資料傳輸所佔用之時間。3.若DNC中央電腦故障,不必將系統各部機器停機,我們可用備份資料給NC,仍可使其獨立運作。4.改善中央電腦與工廠間之通訊。
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 the108bro
the108bro
本文标题:工业机器人系统
链接地址:https://www.777doc.com/doc-46179 .html