您好,欢迎访问三七文档
当前位置:首页 > 建筑/环境 > 工程监理 > 不锈钢管道焊接质量控制的研究进展
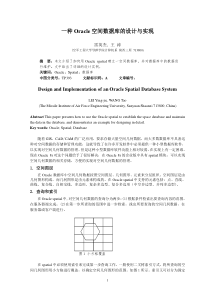
龙源期刊网不锈钢管道焊接质量控制的研究进展作者:陈华贺毅强来源:《中国房地产业·中旬》2018年第10期摘要:不锈钢管道广泛应用于能源、化工、机械等领域,管道的焊接是限制其应用的关键技术之一。本文综述了提高管道焊接质量、检测焊接缺陷和模拟焊接工艺的内容和意义;论述了不锈钢管道焊接的质量控制要点,同时也论述了焊接缺陷的检测。认为通过合理选择焊接材料、焊接方法、焊接坡口、焊接电流实现质量控制。通过涡流无损检测可以方便且有效探测焊件的缺陷,将有利于提高焊接质量,控制焊接缺陷。多道次焊接三维模拟有利于控制焊接缺陷和提高焊接质量。关键字:不锈钢;管道;焊接质量;缺陷检测;模拟不锈钢由于具有良好的力学性能和抗腐蚀性能性能二广泛应用于工业生产。不锈钢的延展性和韧性也非常好,但由于奥氏体不锈钢的热传导性相对较差,因而在焊缝出容易出现如焊缝过热、晶粒粗大等缺陷。因此保证管道焊接质量具有重要的现实意义。当管件的线性膨胀不充分时,焊接过程中的热膨胀和冷却收缩显得尤为关键。不锈钢管道焊接的难度较大,在焊接过程中通常需要气体保护,导致工艺的复杂性增加。提高不锈钢管道焊接的质量和对焊件进行质量检测具有重要的意义。人们对于不锈钢管道的焊接及其质量的控制做了大量的研究,研究了奥氏体不锈钢管道氮气保护焊接技术,解决了空气混入乙炔气体危及装置安全的问题,模拟了奥氏体不锈钢管道焊接的热裂纹,分析了热裂纹的产生原因。人们采用内保护环及导气阀装置,减小了管道内部充氮的区域,提高了对内部焊缝的保护效果,节约了保护气体,分析了不锈钢管道焊接在烟墩压气站容易出现的变形、夹渣、气孔等问题,并提出了相应的解决方法。此外还有大量研究人员研究了不锈钢管道焊接的质量控制问题和缺陷控制问题。不锈钢管道焊接在施工中容易产生一些如未焊透、变形、氧化、夹渣、内凹、裂纹等缺陷问题。理论上,低碳不锈钢不易发生晶间腐蚀,但当晶界富集如三氯化磷等杂质时,就可能发生晶间腐蚀。此外,在温度敏感区域停留时间过长引起贫铬也会导致出现晶间腐蚀。因此对焊接缺陷的检测和分析就显得尤为重要。通过对焊件进行检测,保证焊件的焊接质量,对有缺陷的焊件进行缺陷的检测,分析缺陷产生的原因,并通过焊接技术的改进和焊接工艺的优化来提高焊接质量。焊接水平对发展能源交通、石油化工、机械工程乃至海洋科技和军事技术方面都具有关键的制约作用,因此提高不锈钢管道的焊接质量,有效控制其缺陷具有重大的战略意义。1、不锈钢管道焊接的焊接质量的要点龙源期刊网确定焊接材料不锈钢按合金成分不同就可分为铬镍不锈钢和铬系不锈钢两种类型;按照不锈钢的显微组织可分为马氏体不锈钢、奥氏体不锈钢以及铁素体不锈钢等类型。因奥氏体焊接性能较好,焊接工艺性好,焊接接头具有较高的柔韧性,因此在多数工程应用中都是采用奥氏不锈钢。但奥氏体不锈钢导热性能较差,在焊接过程中容易膨胀,导致管道的变形,应该根据不锈钢类型的不同选用不同类型的焊接方法。1.2焊接方法的选择不锈钢的焊接方法主要有三种:手工电弧焊、自动埋弧焊和气体保护焊。如何选择焊接方法主要根据不锈钢的类型、焊接的操作环境与施工条件、成本等因素。不锈钢管上涉及多门阀和多管件时,具有复杂多样性,应采用手工电弧焊。1.3焊接坡口的选择在不锈钢管道的焊接过程中,选用何种类型的焊接坡口要视焊缝的受力情况而定。因为管道材质本身特性的不同,在焊接过程中的物理反应和化学反应会产生不同的效果,因此母材的不同会导致坡口尺寸的不同。根据母材是否容易产生变形和裂纹等来选用正确的坡口形式。1.4焊接电流的选择焊接电流的选择影响焊接的外观造型。如果使用超过母材所能够承受的焊接电流则会对其材质造成损伤,而导致焊接表面的不光滑。如果焊接电流过小,焊接速度太快,则会因为熔渣来不及浮出而在焊接表面而形成夹层,因此,在焊接过程中应该根据材料选择合适的焊接电流。2、焊接缺陷的检测由于不锈钢的焊接应用于核电站、航空航天和交通等行业。随着在焊接质量控制方面要求的增加,用于焊接质量控制和维修管理的无损检测的需求迅速增加。用于焊件的无损检测方法有多种,如超声波检测、X-射线检测和磁力探伤。涡流无损检测是一种常用的磁力探伤方法,是一种检测缺陷、裂纹和导电材料不连续的有效方法。涡流无损检测是基于Faraday定律的原理。当涡流因为管件中的任一缺陷改变时,产生的磁场也随之改变。为了进一步探测不锈钢管件的深度缺陷时,就必须应用低频磁场。在此理论基础上,研究了如磁阻传感器和超导量子干涉仪之类磁传感器在低频状态下运行,用来检测深度缺陷。3、不锈钢管件焊接的模拟龙源期刊网不锈钢焊接过程中产生的残余应力和缺陷对焊接关键的力学性能有重要影响。对焊接过程的数值模拟有利于控制焊接缺陷和提高焊接性能,提供焊接过程中的焊件任何点上的温度、应力应变等物理数值。常用的焊接模型模拟单道次焊接工艺不能很好地提供这些数值。由于采用3D模拟技术精确模拟在焊缝的约束条件的设定方面还存在一定困难。此外,多道次焊接的模拟更为困难。采用常用的有限元方法来对管件焊接进行残余应力与变形的三维模拟获得对管件热影响区的性能和应力的准确描述需要非常精细的网格。采用SYSWELD软件能更更加真实的模拟管件焊接的过程与变形。将自适应网格技术与相适应的数据传输技术相结合能更好地对不锈钢管件的多道次焊接进行3D模拟。4、结语(1)合理选择焊接材料、焊接方法、焊接坡口、焊接电流来实现质量控制。(2)通过涡流无损检测可以方便且有效探测焊件的缺陷,将有利于提高焊接质量,控制焊接缺陷。(3)多道次焊接三维模拟有利于控制焊接缺陷和提高焊接质量。参考文献:[1]张桂红.奥氏体不锈钢管道氮气保护焊接技术[J].石油化工设备技术,2012,33(6):53-55.[2]张兴田,丁有元,王建军,等.奥氏体不锈钢管道焊接热裂纹缺陷模拟方法[J].;生产应用,2008,12:55-57.[3]任江,任鸿,朱启文.不锈钢管道焊接内保护环的工程应用[J].;焊接技术,2010,39(4):68-69.[4]薛有祥,赵勇强,李友,等.不锈钢管道焊接在烟墩压气站的质量控制[J].;石油和化工设备,2012,15(1):28-30.[5]祝乐,王锁英,船用不锈钢管道焊接技术研究[J].船电技术2010,30(9):61-63.[6]卢庆华,徐培全.钢轨焊接技术及质量控制[J].焊接技术,2010.(1).[7]张士兵.不锈钢管道焊接在施工中的质量控制[J].一重技术,2004,(4):88~90.[8]徐达发.TP304、TP347不锈钢承压管道的焊接[C].2006年安徽焊接技术交流会议论文,17~20.龙源期刊网[9]李益平,黎宁,徐扬,陈强,祖士栋.长输管道施工常见焊接缺陷的分析和控制[J].新疆石油科技,2008,18(4):44~49.[10]张一凡.不锈钢管道焊接变形控制[J].热力发电,2007,(6):123~124.[11]田锡唐.焊接结构,机械工业出版社,北京:1982.
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码
 gxfzxq
gxfzxq
本文标题:不锈钢管道焊接质量控制的研究进展
链接地址:https://www.777doc.com/doc-4636510 .html